K. N. EDE ET AL.47
envelope spectrum algorithms for identifying defects in
rolling-element bearings were applied to gearing. Extra
lines appeared in the envelope spectrum due to the dy-
namic loads applied to the bearings by the gears. Addi-
tionally, spectral lines associated with the rolling-element
bearings occasionally disappeared from the spectrum.
Investigations were conducted in order to overcome
these complications [6]. This led to the introduction of
the demerit of a bi-spectrum-based quickest-change de-
tector, which was an extension of the analogous quickest
detector based on the power spectrum [7]. The ensuant
effective predictive maintenance can result in an 8%
maintenance-cost saving and a further 8% increase in
productivity [8], and hence the associated energy-thrift.
1.1. Glossary
An accelerometer, in the present context, is a transducer
whose electrical or mechanical output is directly propor-
tional to the acceleration experienced.
An alarm limit is the maximum permitted predicted
value of the considered parameter, i.e. it indicates when
attained that a dangerous situation is developing and so
the alarm is triggered.
The ball-passage frequency is the frequency of the ball
in a bearing component that will generate specific fre-
quency dependent upon the bearing’s geometry and its
rotational speed.
The bearing-passage frequencies are the frequencies of
rotation of the ball, outer race, inner race and cage.
A coupling-disc or flexible connecting system is a ro-
bust general purpose pin/buffer coupling, that facilitates
a reliable fail-safe transmission of the torque between
two nominally-coaxial shafts; it possesses the capability
of being able to function despite a misalignment of the
shafts.
A fast Fourier-transform is a numerical operation
commonly used for transposing data rapidly from the
time domain to the frequency domain, and usually ac-
complished via computer.
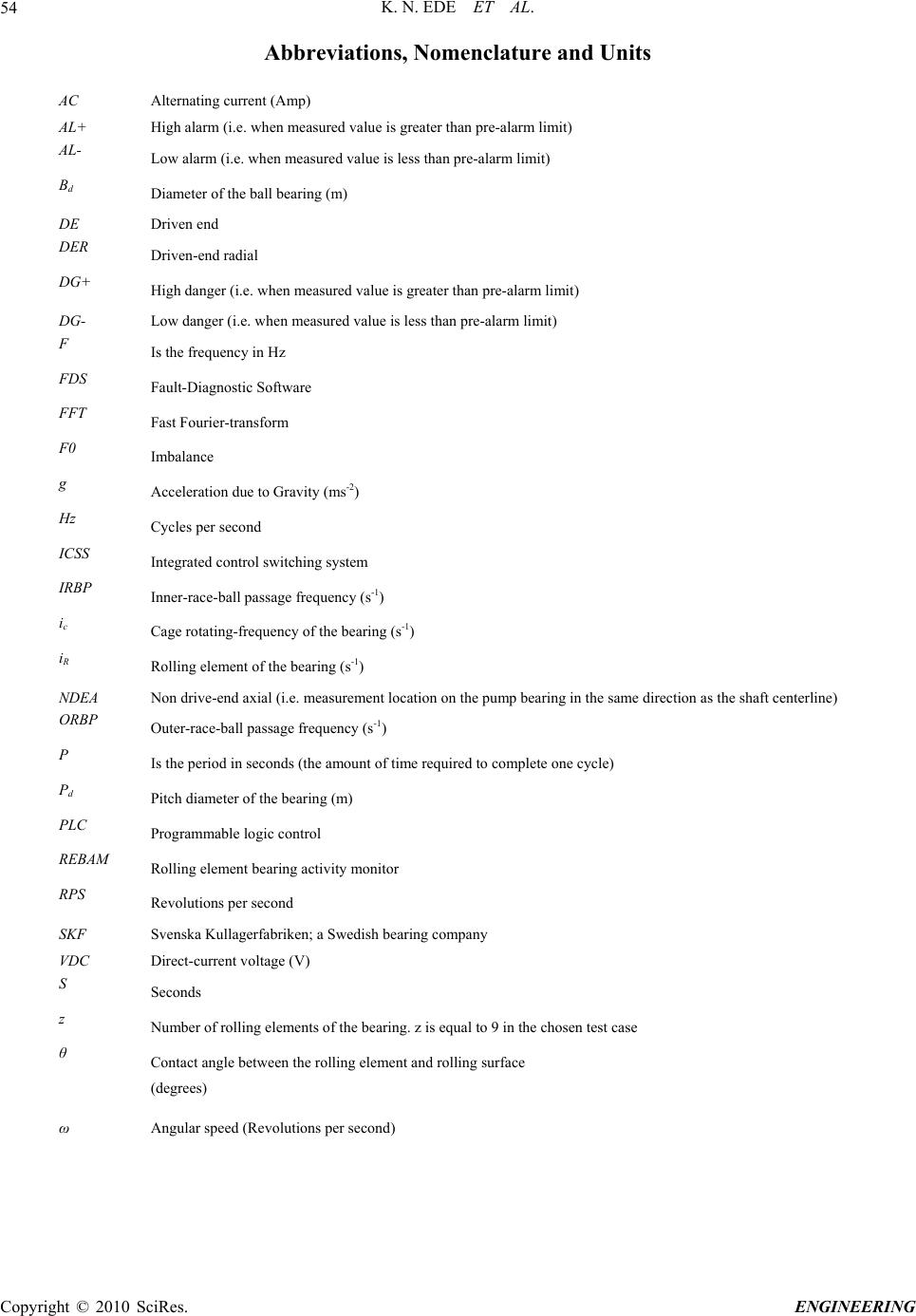
The gap, in the present context, is the air-filled separa-
tion between the rotor and stator.
Harmonics are components of a spectrum which are
integral multiples of the fundamental frequency.
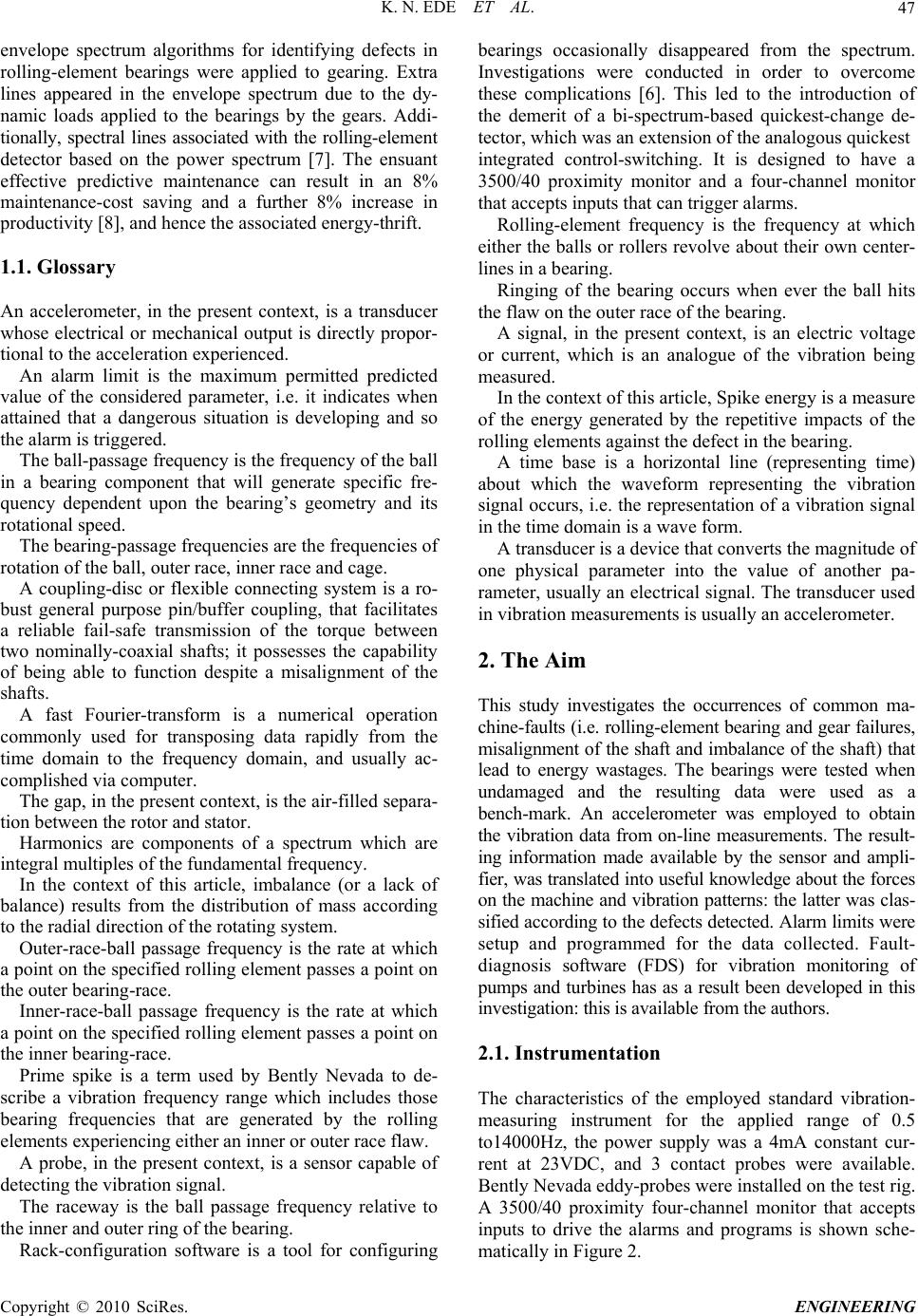
In the context of this article, imbalance (or a lack of
balance) results from the distribution of mass according
to the radial direction of the rotating system.
Outer-race-ball passage frequency is the rate at which
a point on the specified rolling element passes a point on
the outer bearing-race.
Inner-race-ball passage frequency is the rate at which
a point on the specified rolling element passes a point on
the inner bearing-race.
Prime spike is a term used by Bently Nevada to de-
scribe a vibration frequency range which includes those
bearing frequencies that are generated by the rolling
elements experiencing either an inner or outer race flaw.
A probe, in the present context, is a sensor capable of
detecting the vibration signal.
The raceway is the ball passage frequency relative to
the inner and outer ring of the bearing.
Rack-configuration software is a tool for configuring
integrated control-switching. It is designed to have a
3500/40 proximity monitor and a four-channel monitor
that accepts inputs that can trigger alarms.
Rolling-element frequency is the frequency at which
either the balls or rollers revolve about their own center-
lines in a bearing.
Ringing of the bearing occurs when ever the ball hits
the flaw on the outer race of the bearing.
A signal, in the present context, is an electric voltage
or current, which is an analogue of the vibration being
measured.
In the context of this article, Spike energy is a measure
of the energy generated by the repetitive impacts of the
rolling elements against the defect in the bearing.
A time base is a horizontal line (representing time)
about which the waveform representing the vibration
signal occurs, i.e. the representation of a vibration signal
in the time domain is a wave form.
A transducer is a device that converts the magnitude of
one physical parameter into the value of another pa-
rameter, usually an electrical signal. The transducer used
in vibration measurements is usually an accelerometer.
2. The Aim
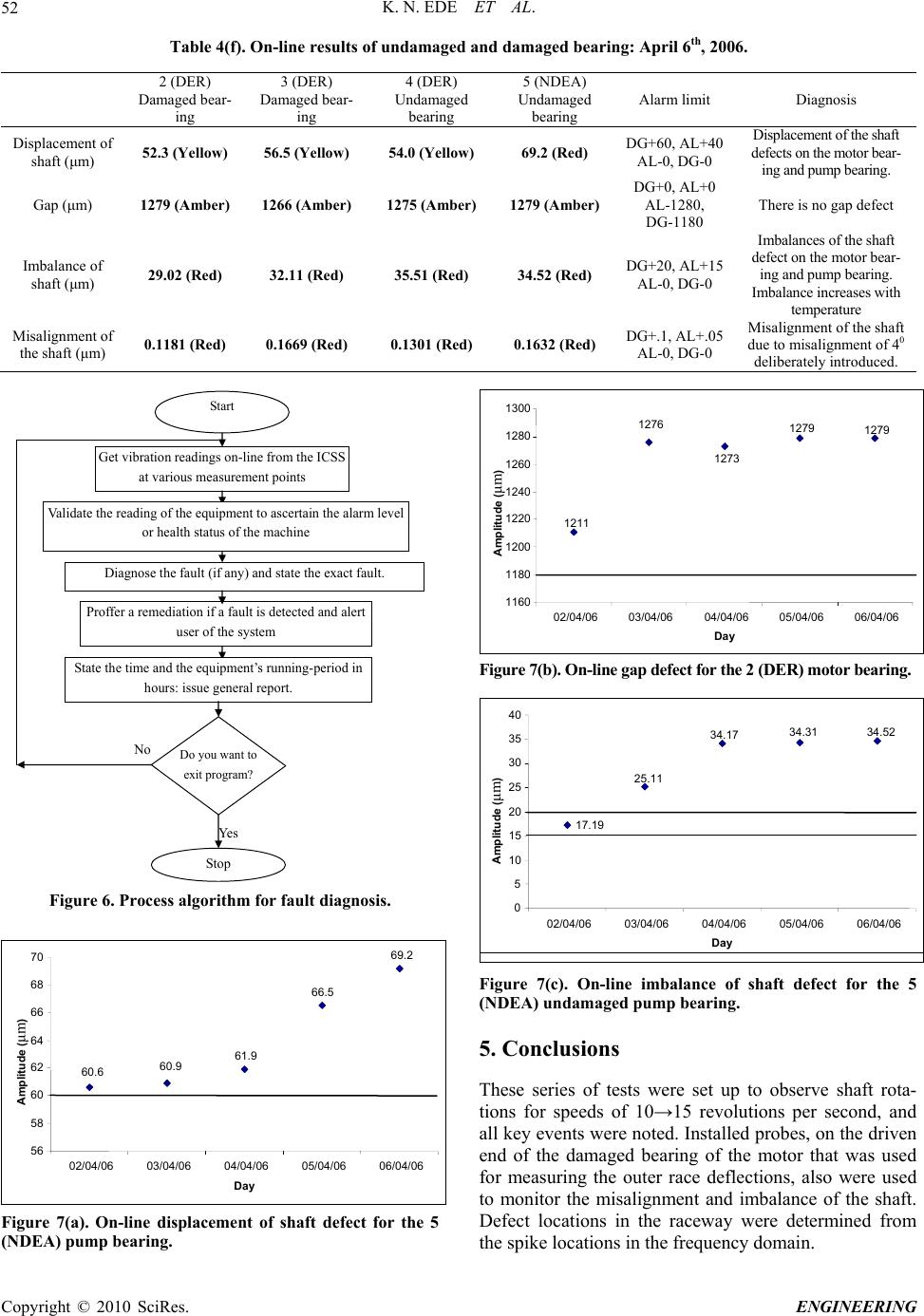
This study investigates the occurrences of common ma-
chine-faults (i.e. rolling-element bearing and gear failures,
misalignment of the shaft and imbalance of the shaft) that
lead to energy wastages. The bearings were tested when
undamaged and the resulting data were used as a
bench-mark. An accelerometer was employed to obtain
the vibration data from on-line measurements. The result-
ing information made available by the sensor and ampli-
fier, was translated into useful knowledge about the forces
on the machine and vibration patterns: the latter was clas-
sified according to the defects detected. Alarm limits were
setup and programmed for the data collected. Fault-
diagnosis software (FDS) for vibration monitoring of
pumps and turbines has as a result been developed in this
investigation: this is available from the authors.
2.1. Instrumentation
The characteristics of the employed standard vibration-
measuring instrument for the applied range of 0.5
to14000Hz, the power supply was a 4mA constant cur-
rent at 23VDC, and 3 contact probes were available.
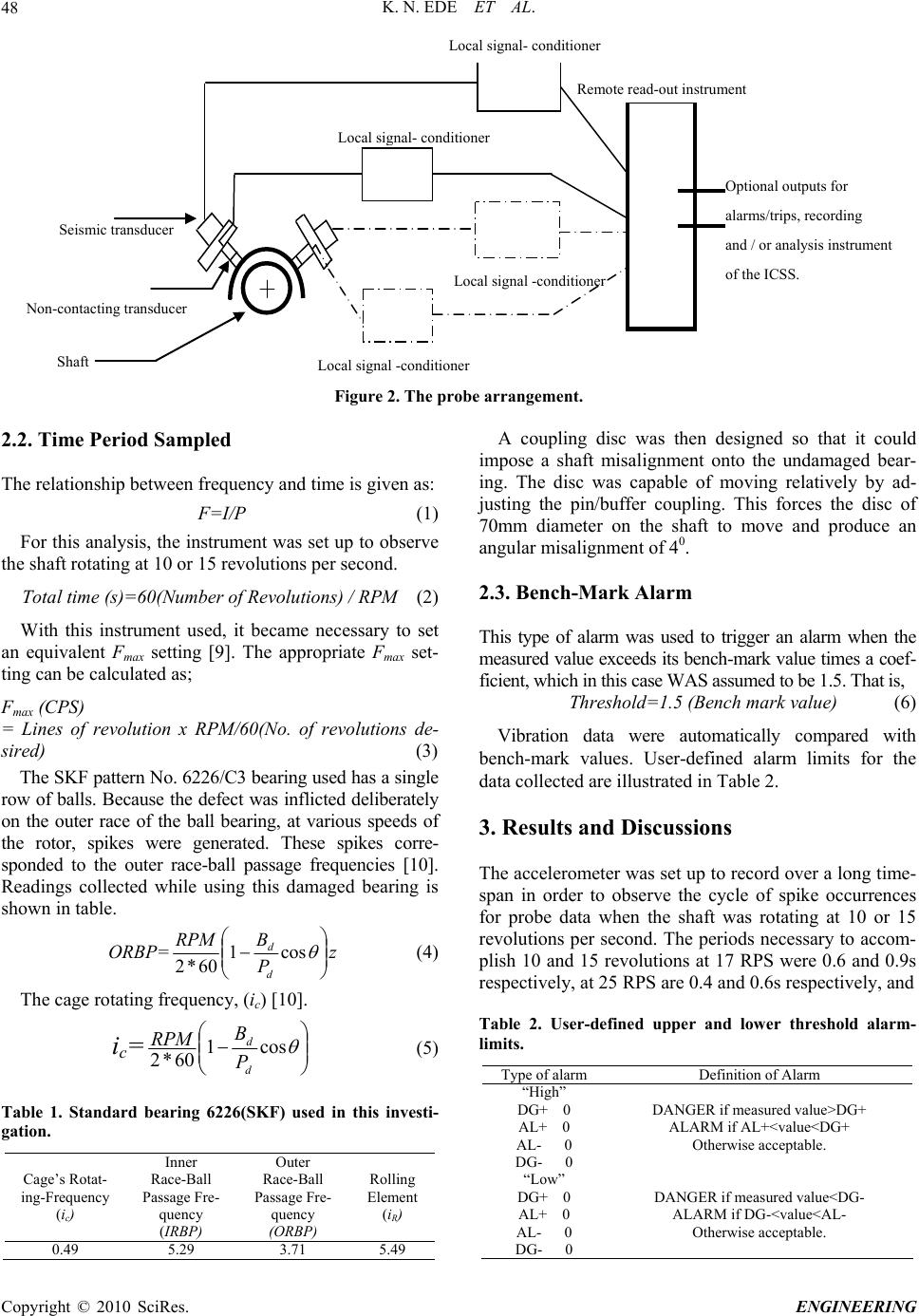
Bently Nevada eddy-probes were installed on the test rig.
A 3500/40 proximity four-channel monitor that accepts
inputs to drive the alarms and programs is shown sche-
matically in Figure 2.
Copyright © 2010 SciRes. ENGINEERING