Paper Menu >>
Journal Menu >>
 Intelligent Information Ma nagement, 2009, 1, 179-194 doi:10.4236/iim.2009.13027 Published Online December 2009 (http://www.scirp.org/journal/iim) Copyright © 2009 SciRes IIM 179 An Investigation into the Adhesion Strength of Diamond Like Carbon Multilayer Coating (DLC/TiN/Ti/Cu/Ni) B. RAMAMOORTHY, BINU C. YELDOSE Manufacturing Engineering Section, Department of Mechanical Engineering, Indian Institute of Technolog y Madras, Chennai, India Email: ramoo@iitm.ac.in Abstract: Advancement in vacuum technologies and vapor deposition processes during last decades has led to the introduction of many modern coatings on metal cutting tools. Even in such an advanced vacuum coat- ing techniques, the failure is not due to the wear of the coating but rather due to the lack of coating adhesion to the substrate. In this work, the coating adhesion test results were performed which is based on the Rock- well indentation tests. This coating adhesion tests were performed as per VDI standards 3198, 1991 for d.c. magnetron sputter deposition of diamond like carbon multilayer coating (DLC / TiN/ Ti / Cu / Ni) on tool substrate. Multilayer coating was deposited on tool substrates at different sputtering parameters/conditions such as power density, partial p ressure, substrate temperature and reactive gases. The coated multilayer films were characterized by experimental techniques such as X-ray diffractometer which measures the material deposited, micro Raman spectroscopy and TEM to check DLC, Rockwell indentation to examine adhesion strength, optical profilometer to measure thickness of coating. Ni increases the Cu adhesion on tool substrate. Cu accommodates the shear stress induced by the films / substrate and the mismatch in thermal expansion coefficient, while Ti and TiN promote better DLC bonding. As the target power was increased the adhesion strength, micro hardness and depo sition rate were observed to impro ve. Increase in target power and substrate temperature enhances adhesion strength. Proper substrate preparation and sequence of cleaning processes are the crucial factors for the enhancement of adhesion streng th. The sputter deposition condition s for the above mentioned multilayer coatings are identified in this work to get improved quality with particular reference to adhesion and surface finish. Keywords: cleanliness, sputtering, multilayer, adhesion, micro hardness 1. Introduction to Surface Engineering In the recent past, the coating technology has advanced tremendously and it is performed with enormous skill and efficiency to produce quality components for many engineering applications. With advances in the last two decades, chemical vapour deposition (CVD), physical vapour deposition (PVD) processes are widely used to deposit hard, super hard, soft and combining hard/soft coating applications such as dies, jigs, cutting tools and bio compatible materials used in medical applications. Hard wear resistant coatings are generally used in tooling applications where it enhances tool lifetime of two to ten times [1]. Since last two decades coating tech- nologies like CVD, PVD and other coating processes have been developed for depositing various types of hard coatings on dies, jigs, cutting tools and machine compo- nents in order to improve their resistance to seizure and wear. The durability and quality of any such coating de- pends not only on the hardness, toughness, seizure and wear resistance of the coatings but also strongly on the adhesion to the substrate. Hence it is v ital to consider the quality of adhesion strength of the coating. The adhesion strength of a coating is the amount of energy required to delaminate the coating from the sub strate, but th at energy is not easily measurable. Th erefore, the force required to delaminate the coatings from the substrate is considered as a standard indication of the adhesion strength. The mismatch in thermal expansion coefficient of multilayer coating material and substrate is responsible for the above cited shortcomings [2]. Even when using well de- veloped vacuum coating technology in hard coatings on tool steel, the failure mode is not due to wear of coating but due to adhesive failure [3]. The structure and properties of multilayer deposition of Cr–B and Cr–B–N films by magnetron sputtering process showed that, under optimal parameters, hardness and properties were enhanced [4]. The indentation tech- niques and its applications to thin film characterization are very important for determining the mechanical per- 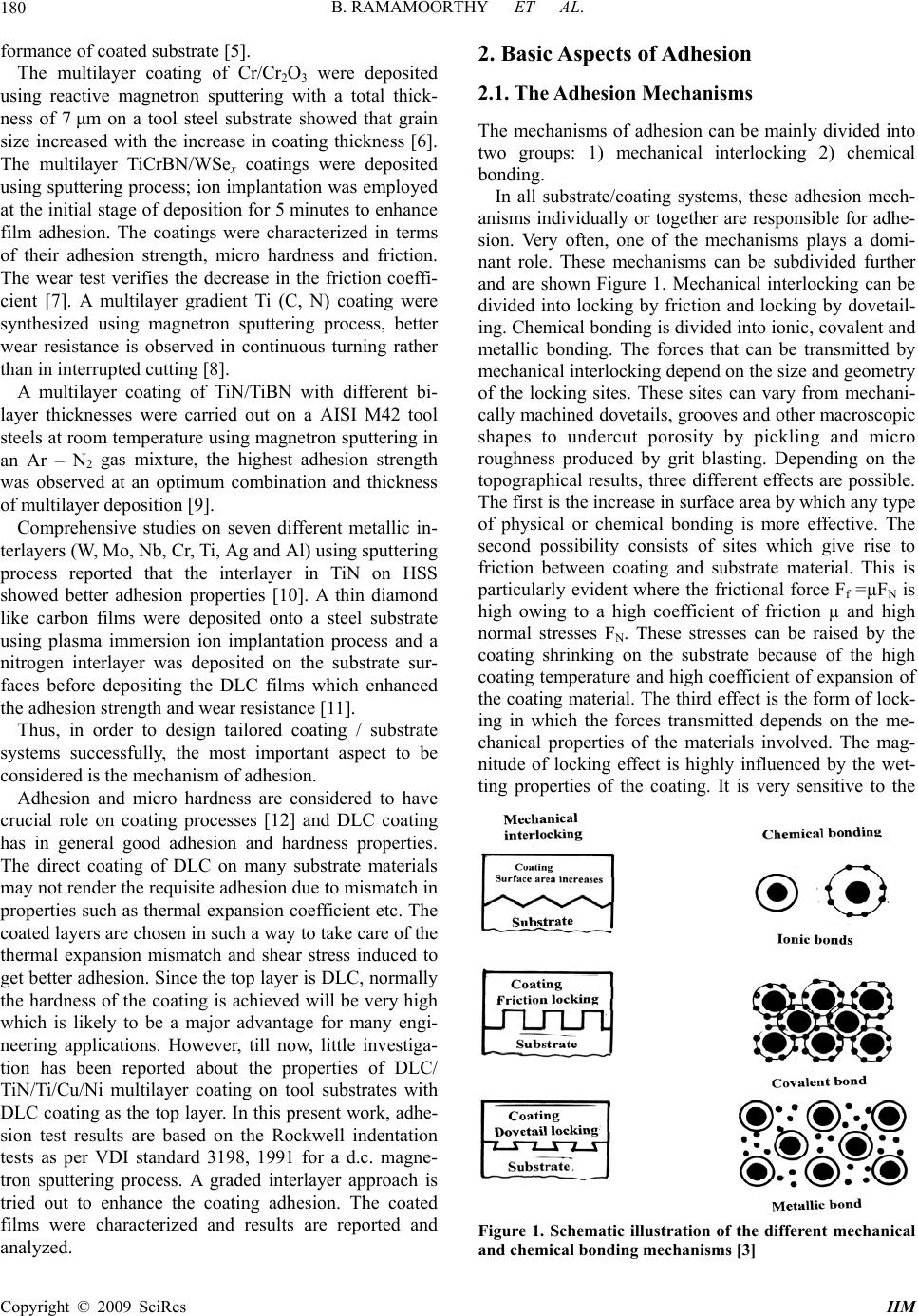 B. RAMAMOORTHY ET AL. 180 formance of coated substrate [5]. The multilayer coating of Cr/Cr2O3 were deposited using reactive magnetron sputtering with a total thick- ness of 7 μm on a tool steel substrate showed that grain size increased with the increase in coating thickness [6]. The multilayer TiCrBN/WSex coatings were deposited using sputtering process; ion implantation was employed at the initial stage of deposition fo r 5 minutes to enhance film adhesion. The coatings were characterized in terms of their adhesion strength, micro hardness and friction. The wear test verifies the decrease in the friction coeffi- cient [7]. A multilayer gradient Ti (C, N) coating were synthesized using magnetron sputtering process, better wear resistance is observed in continuous turning rather than in interrupted cutting [8]. A multilayer coating of TiN/TiBN with different bi- layer thicknesses were carried out on a AISI M42 tool steels at room temperature using magnetron sputtering in an Ar – N2 gas mixture, the highest adhesion strength was observed at an optimum combination and thickness of multilayer deposition [9]. Comprehensive studies on seven different metallic in- terlayers (W, Mo, Nb, Cr, Ti, Ag and Al) using sputtering process reported that the interlayer in TiN on HSS showed better adhesion properties [10]. A thin diamond like carbon films were deposited onto a steel substrate using plasma immersion ion implantation process and a nitrogen interlayer was deposited on the substrate sur- faces before depositing the DLC films which enhanced the adhesion strength and wear resistance [11]. Thus, in order to design tailored coating / substrate systems successfully, the most important aspect to be considered is the mechanism of adhesion. Adhesion and micro hardness are considered to have crucial role on coating processes [12] and DLC coating has in general good adhesion and hardness properties. The direct coating of DLC on many substrate materials may not render the requisite adhesion due to mismatch in properties such as thermal expansion coefficient etc. The coated layers are chosen in such a way to take care of the thermal expansion mismatch and shear stress induced to get better adhesion. Since the top layer is DLC, normally the hardness of the coating is achieved will be very high which is likely to be a major advantage for many engi- neering applications. However, till now, little investiga- tion has been reported about the properties of DLC/ TiN/Ti/Cu/Ni multilayer coating on tool substrates with DLC coating as the top layer. In this present work, adhe- sion test results are based on the Rockwell indentation tests as per VDI standard 3198, 1991 for a d.c. magne- tron sputtering process. A graded interlayer approach is tried out to enhance the coating adhesion. The coated films were characterized and results are reported and analyzed. 2. Basic Aspects of Adhesion 2.1. The Adhesion Mechanisms The mechanisms of adhesion can be mainly divided into two groups: 1) mechanical interlocking 2) chemical bonding. In all substrate/coating systems, these adhesion mech- anisms individually or together are responsible for adhe- sion. Very often, one of the mechanisms plays a domi- nant role. These mechanisms can be subdivided further and are shown Figure 1. Mechanical interlocking can be divided into locking by friction and locking by dovetail- ing. Chemical bonding is divided into ionic, covalent and metallic bonding. The forces that can be transmitted by mechanical interlocking depend on the size and geometry of the locking sites. These sites can vary from mechani- cally machined dovetails, grooves and other macroscopic shapes to undercut porosity by pickling and micro roughness produced by grit blasting. Depending on the topographical results, three different effects are possible. The first is the increase in surface area by which any type of physical or chemical bonding is more effective. The second possibility consists of sites which give rise to friction between coating and substrate material. This is particularly evident where the frictional force Ff =µFN is high owing to a high coefficient of friction µ and high normal stresses FN. These stresses can be raised by the coating shrinking on the substrate because of the high coating temperature and high coefficient of expansion of the coating material. The third effect is the form of lock- ing in which the forces transmitted depends on the me- chanical properties of the materials involved. The mag- nitude of locking effect is highly influenced by the wet- ting properties of the coating. It is very sensitive to the Figure 1. Schematic illustration of the different mechanical and chemical bonding mechanisms [3] Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 181 type of coating tech nology, the materials used and mostly to the coating parameters. Physical bonds are v ery weak. Their interaction energies are less than 50 kJ mol -1 over a distance of 0.3 to 0.5 nm. Chemical bonds are com- paratively strong with energy levels between 110 and 260 kJ mol -1 and in the case of metallic bonds up to 1000 kJ mol -1 with atomic and ionic bonds of 0.1 to 0.2 nm. The forces of adhesion resulting from these energies vary by at least one order of magnitude for physical and chemical bonding, e.g. 500 N mm-2 for hydrogen bond- ing and 500 0 N mm-2 for chemical bonding [13–16]. 2.2. Importance of Graded Multilayer Coating Multilayered materials with individual layers of less than a micrometer in thickness are widely used in thin film coatings, which can exhibit su bstantial enhancement in hardness or strength. The enhancements in hardness can be as much as 100% when compared to the value expected from the rule of mixtures, which would have been a weighted average of the hardness for the con- stituents of the two layers. There are many factors/theories that contribute/ex plain enhancement of hardness and strength in multilayer. These can be summarized as, 1) Hall-Petch behavior 2) Qrowan strengthening 3) Image effects 4) Coherency and thermal stresses 5) Composition modulation Hall-Petch behavior is related to dislocations pile-up at grain boundaries. This pile-up at grain boundaries im- pedes the motion of dislocations. For materials with a fine grain structure there are many grain boundaries which block the movement of dislocations across the grain boundaries. In polycrystalline multilayer, the grain size decreases with the decrease in layer thickness. The effect of an increased strengthening with decrease in grain size dg is described by the well known Hall-Petch relation (HPR). 0.5 0. HP g YY kd (1) where Y is the enhanced yield stress, Y0 is the yield stress for a single crystal, and kHP is a constant and grain size reduction has a negative effect on creep strength, especially for metallic materials. There is still an ongoing argument on the Hall-Petch behaviour in nano structured multilayer. The basic model assumes many dislocations pile-up, but such large dislo- cations pile-up is not seen in small grain s and is unlikely to be present in multilayer. As a direct consequence, studies have found a range of values, between 0 and -1, for the exponent in (Equation 1), rather than the - 0.5 predicte d fo r Hall-Petch behavior. Orowan strengthening is due to dislocations in layered materials being effectively pinned at the interfaces. As a result, the dislocations are forced to bow out along the layers. In narrow films, dislocations are pinned at both the top and bottom interfaces of a layer and bow out par- allel to the plane of the interface. Forcing a dislocation to bow out in a layered material requires an increase in the applied shear stress beyond a limit that is required to bow out a dislocation in a homogeneous sample. This additional shear stress would be expected to increase as the film thickness is reduced. Image effects were suggested by Koehler [17] as a possible source of enhanced yield stress in multilayered materials. If two metals, A and B, were used to make a laminate and one of them, A, has a high dislocation line energy, but the other, B, has a low dislocation line energy, then there will be an increased resistance to dislocation motion due to image forces. However, if the individual layers are thick enough that there may be a dislocation source present within the layer, then dislocations could pile-up at the interface. This will create a local stress concentration point thereby resulting in an enhancement in strength. If the layers are thin en ough, there will be no dislocation source present; the enhanced mechanical strength may be substantial. The consequence of image effects in reducing the thickness of the individual layers in a multilayer is that it prevents dislocation sources from being active within th e layer. For many multilayer systems there is an increase in strength as the thickness of coating is reduced, but there is a critical thickness (e.g. 3 nm for the W/NbN multi- layer) below which the strength falls. One explanation for the fall in strength involves the effects of coherency and thermal stresses on dislocation energy. While the energy of dislocations is maximum or minimum in the centre of layers for image effects, the energy maxima and minima are at the interfaces for coherency stresses. Combining the effects of varying moduli and coherency stresses show that the dependence of strength on layer thickness has a peak near the repeat period where a co- herency strain begins to decrease. Another source of deviations in behavior is the imper- fect nature of interfaces. With the exception of atomi- cally perfect epitaxial films, interfaces are generally not atomically flat and there is some inter diffusion [18–21]. 3. Experimental Procedure 3.1. Substrate Surface Preparation For this study WC (a typical commercially available WC turning indexable inserts) was used as substrate. The substrate surface preparation involves prolonged step by step sequential careful operations. Substrate surface pre- paration processes involve two phases, grinding phase and polishing phase. The purpose of the grinding phase is to remove dam- age from cutting, planerize the substrate and to remove Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 182 material approaching the area of interest. It involves, sequentially hand grinding of substrates with SiC abra- sive paper of mesh sizes 120, 220, 320, 400, 600, 800, 1000 and 1200. The polishing phase involves the use of alumina abrasives powder of 600 mesh sizes with water slurry, used as a primary polishing abrasive and subse- quently using a diamond paste of 14,000 mesh size with a specially prepared lubricant as a final step of polishing for obtaining a mi rror fi ni shed substrates (Ra ~ 0.01 4µm). Extreme care has taken such that, never drying out of lubricant takes place while polishing the substrate with diamond paste, because it will damage the surface of the polishing cloth with the polishing motions and create scratch on the substrate surface. These operations in the polishing phase were carried out using polishing ma- chines. A mirror finished substrate surface is mandatory for thin film coating. If not, the impingement of species will incident on the substrate surface at an oblique angle, in- stead of falling normally on the substrate. This occurs due to the shadowing effect of the neighboring columns oriented towards the incident species. This shadowing effect promotes enhancement of surface roughness. A smoother coating will improve wear resistance whereas high micro projections in a rough coating can be easily knocked off during sliding, resulting in a catastrophic failure of the coating [22,23]. 3.2. Substrate Cleaning Process Adhesion quality depends on the process of surface preparation and surface cleanliness. Substrate cleaning process consists of four steps; 1) ultrasonically degassing 2) ultrasonically d egreasing 3) deion ized water rinsing 4) ultrahigh vacuum heating. The surface of the substrate being cleaned has been considered as flat but in reality surfaces are seldom flat, instead being comprised of hills, valleys and convolu- tions of all description. The mechanism of ultrasonic cleaning is by cavitations and the solvent liquid selection was made on the basis of higher surface tension and lower vapor pressure. Degassing is the process of removing small suspended gas bubbles and dissolved gases from a solvent liquid prior to using it as a vehicle for ultrasonic degreasing. Dissolved gases, if not removed migrate into cavitations bubbles during their formation and prevents them from imploding violently, thus reducing the cleaning effect and also these gas bubbles absorb ultrasonic energy re- ducing the sound intensity. These dissolved gases act as a cushion to the imploding cavitations bubble, which is much like an air bag in a car. Trichloroethylene, acetone and isopropyl alcohol were degassed by operating with ultrasonic vibrations for a period of 15 minutes. If small bubbles were not seen rising to the liquid surface during ultrasonic degreasing operation, then it indicates that the solvent was completely degassed. The degreasing process involves, ultrasonic agitation cleaning of substrate in trichloroethylene, acetone and isopropyl alcohol for about 15 minutes each and rinsing in deionized water. After each process, substrates were dried with hot air. Rinsing in deionized water removes residues of the cleaning chemistry and the contaminants which were loosened to leave the substrate surface and made the substrate completely free of residue. This mirror finished substrates have nascent surface, which is chemically very active and extremely easy to scratch, hence special care was taken to keep the sub- strates absolutely clean during cleaning process [24–33]. Finally, for ultra-high vacuum cleaning, the vacuum chamber was evacuated to a pressure less than 5x10-6 mbar and the substrates were heated for about 45 minutes at a substrate surface temperature of 400oC. Proper metal tooling and hand gloves were used for handling of the substrates during and after cleaning to avoid the transfer of human body oil to substrate. 3.3. Applied Coating Technology Five layers of different materials were deposited: DLC/ TiN/Ti/Cu/Ni. Each layer was coated for 30 minutes du- ration to produce same layer thicknesses within an ap- proximate range of 0.4 - 0.5 μm. The target to substrate distance was kept at 5 cm. The substrate material used in the experiments was cemented carbide turning inserts of geometry with 6% cobalt and they were arranged on a substrate holder, which was integrated with a heater. Schematic illustration of the sputtering apparatus used is shown in Figure 2. The deposition processes were carried out in two target planar magnetron sputtering system, where two different layers of material can be coated under the same vacuum conditions. This system contains two cathodes, placed on upper portion of the chamber, with the corresponding magnets behind the cathodes in a water-cooled bell jar vacuum enclosure. Magnets were arranged to produce closed magnetic fields for confining the plasma around the target area, thus giving intense ion bombardment to the growing film on the surface of the substrate. This equipment consists of a rotary pump and a diffusion pump, capable to create vacuum up to 1x10-6 mbar. Pure nickel, copper, titanium and graphite discs of 2-inch diameter and 3 mm thickness were used as target material for the deposition of DLC/TiN/Ti/Cu/Ni coating respectively. The TiN was deposited using sputtering of pure titanium with argon gas and nitrogen as reactive gases. Initially the Ni and Cu targets were fixed on the target holder. The substrate was kept below the Ni target position and Ni layer deposition was carried out for 30 minutes duration. Then the substrate was moved to Cu target position and second layer namely Cu deposition Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. Copyright © 2009 SciRes IIM 183 Figure 2. Schematic illustration of the sputtering apparatus used Table 1. Deposition conditions used in experiments for multilayer coating (Ni - first layer, Cu - second layer, Ti- third layer, TiN- fourth layer and the DLC - fifth layer) each layer 30 minutes deposition duration on WC substrates Sl. No. Target material Sputtering/ Reactive gas Material deposited Chamber Pressure (mbar) Power (W) Substrate temperature (OC) 1 Ni Ar Ni 4x10-3 2 Cu Ar Cu 4x10-3 3 Ti Ar Ti 4x10-3 100-400 4 Ti Ar/N2 TiN 5x10-3 5 Graphite Ar DLC 4x10-3 100-300 No substrate heating during DLC deposition was performed for 30 minutes. Then both the targets were removed. Thereafter Ti and graphite targets were placed on the target holder. The third layer deposited was Ti; and then the fourth layer TiN deposition was carried out with Ti as target in nitrogen reactive environment. Then the substrate was moved to graphite target position and the final fifth layer namely the DLC was deposited. For each layer 30 minutes deposition duration was main- tained. DLC/TiN/Ti/Cu/Ni interlayer are supposed to accom- modate the mismatch in shear stress induced by the films/substrate and their thermal expansion coefficient. To meet these requirements and to enhance DLC adhe- sion, each layer should have enough thickness and toughness. A systematic study was made in order to assess the in- fluence of the process parameters on the final mechanical properties of the coatings. Layers were deposited at a low argon partial pressu re of 4 x10 -3 mbar, in all the cases. Table 1 shows the relevant deposition conditions used during deposition. 3.4. Characterization Methods of the Deposited Coating The surface topography of the coated specimens was examined using a surface profilometer. A commercial surface profilometer (VEECO VSI) was used to measure thickness of the coating by providing a step on the glass substrate surface. Qualitative coating adhesion test was performed as per VDI standards 3198–1991 [22] using a Rockwell indentation hardness testing equipment (Zwick & Co. KG) and then the specimens were examined using an optical microscope and SEM. Micro hardness of the coating was evaluated using a Future Tech - FM 700 equipment, at a load of 50 grams, for a dwell time perio d of 1 5 seco nds . Table 1 Deposition conditions used in experiments for multilayer coating (Ni - first layer, Cu - second layer, Ti- Third layer, TiN- fourth layer and the DLC - fifth layer) each layer 30 minutes deposition duration on WC sub- strates. Thin films were then examined using a Buker AXS (D8 discover) diffractometer. It is incorporated with th ird generation Gobel mirrors providing the highest X-ray flux density, which is essential for thin films. The CuKα line of a conventional X- ray source, powered at 35 kV and 25 mA was used for the experiment. The phase at- tribution was p erf ormed JC-PDF databa se so ft ware. Coefficient of friction of the coated film was estimated using a standard pin on disc machine (Ducom, TR – 201). The coated substrate was subjected to dry sliding wear test at a constant load of 50 N and at a sliding speed of  B. RAMAMOORTHY ET AL. 184 150 rpm. The test duration was fixed as 900 sec. The disc material used was AISI 316 L stainless steel, hardened to 55 HRc. The characterization of DLC film was done using a WITec-CRM200 confocal Raman instru ment an d TEM. 4. Results and Discussions 4.1. Film Orientation-Diffractometer The deposited films were characterized by glancing an- gle X-ray diffractometry (GAXRD). The Figure 3 (vary- ing power) and Figure 4 (varying substrate temperature) represent the GAXRD spectra obtained from the surface of the coated substrates. The power at the target was in- creased up to 250 W and the vacuum chamber pressure was kept at a low value of 4x10-3 mbar. The growth of atoms on the substrate surface involves: 1) Atoms arriving at a distribution which depends on the self shadowing of the coating atom’s arrival direc- tions and on the peak and valley of the substrate surface. 2) Atoms diffuse over the surface until they become trapped in low energy lattice sites and incorporated into the growing coating. Finally, the deposited atoms may readjust their posi- tions within the coating lattice b y recovery and recrystal- lization. When the sputtering is performed at a higher vacuum chamber pressure, it results in collision among the ejected atoms and argon ions. This causes the sput- tered atoms to scatter in the chamber and reach onto the substrate surface with a low energy level in randomized directions, which promotes shadowing. The structure promotes shadowing because the high peak points on the growing surface receive more coating flux than the val- leys [23]. The atoms ejected from the target material possess high energy level and the sputtering was performed at a low vacuum chamber pressure. Therefore the loss of at- oms energy was negligible due to collision with Ar ions. Hence the ejected target atoms were transported to the substrate surface at a high energy level. A few of them penetrated into the substrate while others bounced back to the chamber itself leaving behind roughness on the substrate surface, which would affect the preferred ori- entation and growth of the grains which can result in poor adhesion [22,34]. No strong textures were developed in any of the sam- ples, but rather, a mixture with variable relative amounts of Ni :-( 111), (200), (220); Cu :-( 111), (200), (220); Ti: - (110), (220); TiN: - (200), (220), (222) orientations were formed. The sputtering deposition process was per- formed at a vacuum chamber pressure of 4x10-3 mbar, which is a low pressure. When sputtering process was operated at low pressures, there was little collisional scattering between the sputtered atoms and the argon ions. Therefore, the loss of energy was minimal during 30 40 50 60 70 80 90 150W Ni (200) TiN(200) 200W Ni (220) TiN(220) Ni (111) Cu (111) Ti (220) Cu (220) Substrate Cu (200) TiN (200) Intensity (Arb.unit) 2 Mu ltilaye r depo sitio n at 4 0 0 oC, 0.005m bar, 30 min. Substrate Ti (110) 250W Figure 3. XRD pattern of multilayer deposition of (DLC/ TiN/Ti/Cu/Ni) coating coated at 400 oC, 0.004 mbar, each layer of deposited for a duration of 30 minutes and at 250 W, 200 W, 150 W 30 40 50 60 70 80 90 TiN(222) Substrat e Substrate TiN(220) Cu (200) TiN (200) Substrate Ti (110) Substrate 200OC M ultilayer depo sition at 200W 0.005mb ar, 30 m in. Intensity (Arb.unit) 2 300OC Figure 4. XRD pattern of multilayer deposition of (DLC/ TiN/Ti/Cu/Ni) coating coated at 200 W, 0.004 mbar, each layer of deposited for a duration of 30 minutes and at a substrate temperature of 200 oC, 300 oC transportation from the target to the substrate. This re- sults in an enhanced surface mobility provided by higher ion energy. Also it results in denser packing and en- hanced crystal grain grow th on the substrate surface. Nickel formation was observed at 400 oC, 200 W, 150 W, but it was not observed at lower substrate tempera- tures of 300 oC and 200 oC. Ni is a magnetic material that needs more surface energy to move along the substrate surface to form crystalline structure and grow layer by layer, which was observed at 400 oC. At a lower surface temperature they do not have enough surface mobility, therefore Ni formation was restricted. Even at 250 W, 400 oC Ni was not formed because at higher target power and the decrease in sputtering yield. This is due to the deep penetration of argon ions into the target and the consequent decrease in energy of atoms deposited at the target surface which decrease the sputtering yield. This Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. Copyright © 2009 SciRes IIM 185 result in a decrease in the number of atoms ejected from the target and consequently low denser packing of the material. Ni (JCPDS – 87 0712) crystalline structure formation was obs er ved at 400 oC, 2 00 W and 15 0 W. At higher target power (250 W) the sputtering yield decreased. Since the ions penetrated deep into the target, the energy deposited at the surface decreased, thereby decreasing the sputtering yield. This results in th e forma- tion of non-uniform and less dense microstructure at the substrate surface. This leads to the decrease in micro hardness, formation of defects etc. at a higher operating power of 250 W. The micro hardness is hence less as compared to the target power 200 W and the maximum micro hardness is observed at 200 W and the micro hardness values were in the range of 2700 – 3500 kg/mm2 [22,34]. At 250 W, 400 oC Copper (200) orientation was ob- served without maximum intensity peak because at higher target power, the deep penetration of argon ions into the target and the consequent decrease in energy of atoms deposited at the target surface decrease the sput- tering yield. This result in a decrease in the number of atoms ejected from the target resulting in a low denser packing of the material. At all deposition conditions Cu (JCPDS – 85 1326) crystalline structure formation was observed. Figure 6 shows the variation in the micro hardness of multilayer (DLC/TiN/Ti/Cu/Ni) coating, coated on a WC substrate at various substrate surface temperatures rang- ing from 200oC to 400oC at a constant power of 200 W and at 0.004 mbar chamber pressure. High surface tem- perature on the substrate surface enhances the diffusion and surface mobility of atoms, which leads to denser packing of the sputtered atoms on the substrate surface. While depositing DLC, substrate heating was not pro- vided. This is necessary for the formation of sp3-hybrid- ised bonds, which determine the hardness of the DLC coating. All these contributing factors together lead to the improvement in micro hardness of the coated film. Titanium Nitride (TiN) crystalline structure (JCPDS 71 0299) was formed at all deposition condition except at 200 oC. This is because, at a lower substrate surface temperature the energy level of atoms was low and thus the mobility of the atoms along the surface was restricted. Hence crystalline structure formation was no t observed. Ti (JCPDS 65 5970) crystalline structure formation was seen at all deposition conditions with maximum in- tensity peak. 4.2. Microhardness The micro hardness was measured and the composite hardness was observed to be in the range of 2200 – 3600 kg/mm2 as shown in Figure 6. The measurement could not eliminate the effect of the substrate. Hence, the hardness of the DLC films will be definitely more than the composite hardness. This finding is in agreement with other rese archers observations. Figure 5 shows the variation in the micro hardness of multilayer (DLC/TiN/Ti/Cu/Ni) coating coated on a WC substrate with various target powers ranging from 150 W to 250 W at a constant temperature of 400oC, each layer for 30 minutes deposition duration and 0.004 mbar chamber pressure. 1500 2000 2500 3000 3500 4000 130 150 170 190 210 230 250 270 Target Power (W) Vick ers m icroh ad n ess (Kg/ m m2) Figure 5. Variation in the Vickers micro hardness of multilayer coating (DLC/TiN/Ti/Cu/Ni) on WC substrate with target power at a constant temperature of 400 oC, 0.004 mbar, and each layer deposited for duration of 30 minutes  B. RAMAMOORTHY ET AL. 186 1500 2000 2500 3000 3500 4000 150 200 250 300 350 400 450 TemperatureoC Vickers microhardness (Kg/m m 2) Figure 6. Variation in the Vickers micro hardness of multilayer coating (DLC/TiN/Ti/Cu/Ni) on WC substrate with substrate temperature at constant power 200 W, 0.004 mbar, and each layer deposited for a duration of 30 minutes Coating Figure 7. Optical Profilometer (3-D) result showing the rough surface of a typical multilayer (DLC/TiN/Ti/Cu/Ni) coated ma- terial on a glass substrate coated at 200 oC, 200 W, 0.004 mbar, each layer deposited for a duration of 30 minutes 4.3. Surface Optical Profilometer An optical profiler is used to measure the thickness of the coated film by measuring a step from the top of the film to the bare substrate. The optical profiler is a non contact type instrument, provides three dimensional sur- face profile measurements. A typical optical profiler result is shown in Figure 7 at 200 oC the multilayer coating on a glass substrate be- comes rough because mobility of atoms along the sub- strate surface becomes limited at low temperature. Thus the atoms grow in an isolated fashion such as islands resulting in a rough substrate surface. A typical 2-D optical profiler output is presented in U Un nc co oa at te ed d Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 187 Figure 8, which shows the total thickn ess of coating (2.6 µm) of a typical multilayer (DLC/TiN/Ti/Cu/Ni) coated on a glass substrate. Each layer deposition was per- formed at constant duration of 30 minutes. 4.4. Indentation Test Evaluation The well known Rockwell ‘C’ indentation test is pre- scribed by the VDI standards 3198, as a destructive qualitative test for coated materials. The princip le of this method is presented in Figure 9. A conical diamond in- denter penetrates into the coated surface inducing mas- sive plastic deformation to the substrate thereby fractures the coating. The coated specimen was then evaluated using conventional optical microscopy. The contact geometry, in combination with the intense load transfer, induces extreme shear stresses at the inter- face. Well adherent coatings will withstand these shear stresses and prevent extended delamination circumferen- tially. The four different textures (HF1, HF 2, HF3, and HF4) illustrate the indentation shapes (Figure 9) that guarantee strong interfacial bonds between the coating and the substrate. But the delamination (HF5, HF6) at the vicinity of the indentation depicts a poor interfacial ad- hesion (HF is the German short form of adhesion strength) [19]. It is well known that each layer of graded coating has its own specific function, basically coating acts as a dif- fusion barrier. The Ni increases the Cu adhesion on the substrate. Cu accommodates the shear stress induced by the films /substrate and mismatch in thermal expansion coefficient, while Ti and TiN promote DLC bonding. The surface onto which the atoms deposited must have the correct surface energy to promote chemical and physical bonding. In addition, th e atoms must arrive with sufficient energy to provide free mobility on the surface. The surface cannot have contaminants that tie up poten- tial bonds that are intend ed for the atoms depo siting on it. This was observed in this investigation at 20 0 W, 400 oC and 0.004 mbar. Figures 10, 11, 12, 13, 14 show the acceptable level of adhesion strength of multilayer (DLC/TiN/Ti/Cu/Ni) coating. The power was increased from 150 W to 250 W at a constant substrate surface temperature of 400 oC and then the substrate temperature was varied from 200 oC to 400 oC at a constant power of 200 W. Firstly, the strong interfacial adhesion due to intense surface diffusion was promoted by the substrate heating and high impact en- ergy of the bombarding species. These contributing fac- tors together led to higher effective substrate surface temperature, which promotes diffusion. Secondly, it is a well-known fact that impingement islands were nucle- ated before a continuous film forms. The impingement island size is the size of islands when they begin to im- pinge on each other. The smaller the impingement island size, the higher the number of grains per unit area which results into smaller grain size, thereby enhances the me- chanical strength. Apart from this, due to high power at the target temperature goes up. The impurity from the target surface degasses and desorbs at a rapid rate which enhances coating purity. This resulted in a cleaner sub- strate surface and a better adherent coating was observed. The sputtering depo sition processes were performed at a low-pressure level of 0.004 mbar. At lower sputtering pressures, the sputtered atoms experience fewer collisions Figure 8. Optical profilometer (2-D) out put measures the total thickness (2.6 µm) of typical multi layer (DLC/TiN/Ti/Cu/Ni) coated on a glass substrate at 400 oC, 200 W, 0.004 mbar, each layer deposited for a duration of 30 minutes Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 188 Acceptable level of interfacial adhesion (HF1, HF2, HF3, HF4) poor interfacial adhesion (HF5, HF6) Figure 9. Classification of the acceptable level of interfacial adhesion of thin films based on typical indentation results, ac- cording to VDI standard [19] Indentation no cracks / delamination of coating Figure 10. Indentation results indicating better adhesion of multilayer (DLC/TiN/Ti/Cu/Ni) coatings coated with 250 W at a constant substrate (WC) temperature of 400 0C, 0.004 mbar, each layer deposited for duration of 30 minutes scattering with the Ar ions during travel and thus hit on the film surface with more energy leading to a smooth- ening effect. Besides this, a less disperse ion flux is nor- mally associated to a decrease in self-shadowing effects Indentation no cracks / delamination of coating Figure 11. Indentation results indicating better adhesion of multilayer (DLC/TiN/Ti/Cu/Ni) coatings coated with 200 W at a constant substrate (WC) temperature of 400 0C, 0.004 mbar, each layer deposited for duration of 30 minutes which also leads to less surface roughening [20,23]. This low chamber pressure deposition process restricts the diffusion of argon ions and other contaminating elements into the film. All these contributing factors together re- sulted in a stronger adhesion. Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 189 Apart from this, an important requirement is that while depositing DLC coating there should not be any heating of the substrate surface. Since DLC is amorphous and no grain boundaries exist, DLC grows as a hetrolayer above each phase (i.e. nucleate a new phase and grow further). The phase should have the right interfacial energy so Indentation no cracks / delamination of coating Figure 12. Indentation results indicating better adhesion of multilayer (DLC/TiN/Ti/Cu/Ni) coatings coated with 150 W at a constant substrate (WC) temperature of 400 0C, 0.004 mbar, each layer deposited for duration of 30 minutes no cracks/delamination of coating Indentation Figure 13. Indentation results indicating strong adhesion of multilayer (DLC/TiN/Ti/Cu/Ni) coating coated on WC sub- strate at 300 0C and target power of 200 W, 0.004 mbar, each layer deposited for duration of 30 minutes Indentation no cracks/delamination of coating Figure 14. Indentation results indicating better adhesion of multilayer coating (DLC/TiN/Ti/Cu/Ni) coated on WC sub- strate at 200 0C and target power of 200 W, 0.004 mbar, each layer deposited for duration of 30 minutes that, it cannot form islands. Hence, carbon phase nucle- ate everywhere on the substrate surface, which prevents the formation of islands since nucleation barrier and carbon atoms do not have enough mobility during depo- sition process. Therefore, a smooth, amorphous, denser and better adherent coating was formed [35–41]. Figure 15(a), (b), (c) presents the variation in the local- ized surface defects at various substrate temperatures ranging from 200 oC to 400 oC and at a constant power of 200 W. Substrate temperatures higher than 200 °C are required to achieve strong adhesion and denser grain growth. Higher the substrate temperature more the diffu- sion and that helps stronger chemical bonding. However, at 450 oC an embrittiling eta phase formation was re- ported at the coating substrate interface, which is notori- ous [42]. Low energy deposition promotes crystallite island formation in the early stages of nucleation due to low surface mobility of atoms. With sufficient surface energy, mobility is high enough to promote coalescence to a continuous film of small thickness, thus increasing the packing density. If the kinetic energy delivered to the surface is below a certain threshold and the ion current density is low, mobility across the surface is limited and empty zones are developed around the larger crystallites as local atoms were captured. This would result in pore and localized defects formatio n on th e films. This is illus- trated in the microphotographs shown in Figure 16 (b), (c). The rough surface formed at 200 oC is clearly seen in the surface profilometer results as well (Figure 8) [43]. SEM micrographs (Figure 16 (a), (b)) show the localized surface pore on the substrate surface at a temperature of Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. Copyright © 2009 SciRes IIM 190 (a) X1000 (b) X1000 (c) X1000 Localized defects Localized defects Smooth, uniform coatin g Figure 15. Variation in the localized surface defects occurred in multilayer coating DLC/TiN/Ti/Cu/Ni, each layer deposited for a duration of 30 minutes at constant power of 200 W, 0.004 mbar with various substrate (WC) temperatures of (a) 400 oC (b) 300 oC (c) 200 oC Coated surface Porosity Localized porosity (a) (b) Figure 16. a, b Localized pore observed on substrate (WC) surface temperature of 200 oC, at a constant power of 200 W, 0.004 mbar, (DLC/TiN/Ti/Cu/Ni multilayer coating, each layer deposited for a duration of 30 minutes)  B. RAMAMOORTHY ET AL. 191 200 oC and at 200 W. Substrate temperature higher than 200 °C are necessary to achieve better adhesion and denser grain growth. At substrate temperature 200 oC and 200 W, the atoms` arrive on the substrate surface with low mobility across the surface and hence densification was inhibited ending up with localized pores. Localized defects and pore are in general beneficial for annihilating the crack propagation. 4.5. Transmission Electron Microscopy (TEM) Evaluation The transmission electron microscope uses high-energy electron beam transmitted through a very thin sample to The representative TEM images of the DLC film are presented in Figure 17(a). which indicates a uniform, pore free, smooth film. The corresponding diffraction pattern is incorporated in Figure 17(b). Microanalysis (EDAX) is image and analyze the microstructure of materials with atomic scale resolution. Philip s CM12 transmission elec- tron microscope was used for the experiments. Speci- mens were used approximately1500 Å or less in thick- ness in the area of interest. The thin film specimen were prepared and put into copper grid arrangement for mea- surements. The electrons were focused with electromag- netic lenses and the image was observed on a fluorescent screen, and recorded on a black and white film. TEM is destructive and is generally time consuming. (a) (b) (c) 1µm Element Weight % Atomic% C 100 100 Figure 17. TEM images of the DLC film (a) uniform, pore free, smooth film (b) No sharp diffraction rings in the diffraction pattern indicates that the material is amorphous (c) EDAX microanalysis indicates 100% C. DLC deposited on a glass sub- strate at 0.004 mbar, 1500 Å, 100 oC, 200 W Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 192 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0200 400 600 80010001200 Sliding Distance (M) Fri cti o n Co effi cient ( µ) Figure 18. Coefficient of friction of (DLC/TiN/Ti/Cu/Ni) multilayer coated on WC substrate obtained using pin on disc wear test at 200 W, 0.004 mbar, 400 oC, each layer deposited for a duration of 30 minutes 1000 1250 1500 17502000 200 400 600 800 1000 1200 1400 1600 1800 2000 sp2 carbon (1580 cm-1 ) Microcrystalline sp3 carbon(1335cm-1 ) DLC/TiN/Ti/Cu/Ni coating: 400 O C, 0.004mbar, 30m in. 150W 200W 250 W Intensity (arbitary unit) Raman shift (cm -1) Figure 19. Raman Spectroscopy output showing DLC characterization. multilayer (DLC/TiN/Ti/Cu/Ni) coated on glass sub- strate at 400 0C, 0.004 mbar, each layer deposited for duration of 30 minutes presented in Figure 17(c), which indicates the element of carbon present in the film. No sharp diffraction rings in the diffraction pattern suggest that the material is in amorphous form. Thus, it can be concluded that the coating investigated in the present case is an amorphous diamond like carbon [44]. 4.6. Pin on Disc Wear Test The variation of coefficient of friction (µ) of the multi- layer (DLC/TiN/Ti/Cu/Ni) coating on WC substrate with sliding distance is shown in Figure 18. DLC coatings were amorphous, continuous, and pore free and had no grain boundaries, which resulted in a very smooth sur- face. The coefficient of friction values were continuously recorded and the output was obtained during the entire rotation cycle of the disc (Figure 18). Initially an increase in coefficient of friction was ob- served. This is due to the anchoring between micro pro- jections present on the substrate surface and disc surface and subsequently this was worn out. But further it was seen that coefficient of friction reached to a steady state Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. 193 level. The coefficient of friction is maintained in the range 0.2 - 0.3 in all the cases matching with the results of earlier researchers. 4.7. DLC Characterization by Micro Raman Instrument Figure 19 shows Multilayer DLC/TiN/Ti/Cu/Ni coating on glass substrate at 400 oC, 0.004 mbar, deposited for duration of 30 minutes. The Raman spectrum of DLC films deposited on the glass substrate was smooth and dense. The spectra display the characteristic Raman dia- mond peak (sp3 hybridized carbon atoms) positioned at 1,355 cm-1. In addition, a broad band indicates the pres- ence of amorphous carbon phases (sp2 hybrid carbon atoms) observed at around 1,580 cm-1. It is observed that, at 250 W, sp3 hybrised car bon bond formation is not significant. The Figure 5 shows the mi- cro hardness variation with target power, which clearly indicates that the micro hardness decreased at 250 W. This is due to the penetration of argon ions into the target and the consequent decrease in energy of atoms depos- ited at the target surface. All these put together decrease the sputtering yield and a decrease in the number of at- oms ejected from the target surface resulting in low sur- face mobility and low denser deposition on substrate surface. Therefore, sp3 formation is restricted which gov- erns the increase in micro hardness. At 150 W, 250 W, sp3 formation is significant, therefore maximum micro hardness is observed, wh ich is clearly seen in Figure 5 5. Conclusions Based on a comprehensive experimental investigation carried out on coating of DLC/TiN/Ti/Cu/Ni multilayer using d.c magnetron sputtering, the following observa- tions are presented. Surface preparation and cleanliness are very important requirement for achieving better adhesion. The micro hardness of coating is the major mechanical property that influences the life and high performance of a surface engineered cutting tool. The DLC films deposited are fully amorphous, smooth, and pore free and did not show crystalline structure as evidenced by TEM images. Uniform, continuous, crack free and pore free and strongly adhered multilayer coating could be success- fully deposited on WC tool substrate using d.c magne- tron sputtering. The sputter deposition conditions for DLC/TiN/ Ti/Cu/Ni multilayer coatings are identified to achieve improved quality with particular reference to adhesion and surface finish. Due to the limitation of the sputtering deposition equipment the coating of the cutting tools and their sub- sequent machining performance studies could not be carried out in this work. Therefore, with sophisticated coating equipment, there is a wide scop e for furthe r work to carry out different combinations of layers of coating and machining studies. REFERENCES [1] T. Arai, H. Fujita, and M. Watanabe, “Evaluation of ad- hesion strength of thin hard coatings,” Thin Solid Films, Vol. 154, pp. 387–401, 1987. [2] P. J. Burnett and D. S. Rickerby, “The relationship be- tween hardness and scratch adhesion,” Thin Solid Films, Vol. 154, pp. 403–416, 1987. [3] H. Weiss, “Adhesion of advanced overlay coatings: Mechanisms and quantitative assessment,” Elsevier Sur- face and Coatings Technology, Vol. 71, pp. 201–207, 1995. [4] V. Kiryukhantsev-Korneev, J. F. Pierson, M. I. Petrzhik, M. Alnot, E. A. Levashov, and D. V. Shtansky, “Effect of nitrogen partial pressure on the structure, physical and mechanical properties of CrB2 and Cr–B–N films,” Thin Solid Films, Vol. 517, No. 8, pp. 2675–2680, 2009. [5] E. Bourhis, “Indentation mechanics and its application to thin film characterization,” Vacuum, Vol. 82, No. 12, pp. 1353–1359, 2008. [6] X. L. Pang, K. W. Gao, F. Luo, Y. Emirov, A. Alexandr Levin, A. Alex, and Volinsky, “Investigation of micro- structure and mechanical properties of multi-layer Cr/Cr2O3 coatings,” Thin Solid Films, Vol. 517, No. 6, pp. 1922–1927, 2009. [7] D. V. Shtansky, A. N. Sheveyko, D. I. Sorokin, L. C. Lev, B. N. Mavrin, and P. V. Kiryukhantsev-Korneev, “Struc- ture and properties of multi-component and multilayer TiCrBN/WSex coatings deposited by sputtering of TiCrB and WSe2 targets,” Surface and Coatings Technology, Vol. 202, No. 24, pp. 5953–596, 2008. [8] J. H. Yang, K. H. Chen, S. Q. Wang, D. H. Xiao, and C. J. Zhu, “Characteristics and performance of Ti(C, N) coat- ings synthesized by magnetron sputtering technique,” Journal of Alloys and Compounds, Vol. 471, No. 1, pp. 162–165, 2009. [9] K. Chu and Y. G. Shen, “Mechanical and tribological properties of nanostructured TiN/TiBN multilayer films,” Wear, Vol. 265, No. 3–4, pp. 516–524, 2008. [10] J. Gerth and U. Wiklund, “The influence of metallic in- terlayers on the adhesion of PVD TiN coatings on high-speed steel,” Wear, Vol. 264, No. 9–10, pp. 885–892 2008. [11] K. W. Chen and J. F. Lin, “The study of adhesion and nanomechanical properties of DLC films deposited on tool steel,” Thin Solid Films, Vol. 517, No. 17, pp. 4916–4920, 2009. [12] F. J. G. Silva, A. J. S. Fernandes, F. M. Costa, A. P. M. Baptista, and E. Pereira, “A new interlayer approach for CVD diamond coating of steel substrates,” Diamond and Copyright © 2009 SciRes IIM  B. RAMAMOORTHY ET AL. Copyright © 2009 SciRes IIM 194 Related Materials, Vol. 13, pp. 828 –833, 2004. [13] R. L. Chii, T. K. Cheng, and M. C. Ruey, “Improvement in adhesion of diamond films on cemented WC substrate with Ti–Si interlayers,” Diamond and Related Materials, Vol. 7, pp. 1628–1632, 1998. [14] B. Bhusan Springer Handbook of Nano Technology, New York, pp. 709–711, 2004. [15] A. G. Naumovets and Y. S.Vedula, “Surface diffusion of adsorbates,” Surface Science Reports, North Holland Publishing Company, 4, 365–434, 1985. [16] A. Tsuchiyama, Y. Shima, and H. Hasuyama, “Adhesive strength of DLC films prepared by ionistaion method,” Surface Treatment, Vol. 5, pp. 41–49, 2002. [17] S. Vepfek and S. Reiprich, “A concept for the design of novel superhard coatings,” Thin Solid Films, Vol. 268, pp. 64–71, 1995. [18] P. H. Mayrhofer, C. Mitterer, L. Hultman, and H. Clem- ens, “Microstructural design of hard coatings,” A Pro- gress in Materials Science, Vol. 51, pp. 1032–1114, 2006. [19] V. N. Antoniadis and N. Bilalis, “The VDI 3198 indenta- tion test evaluation of a reliable qualitative control for layered compounds,” Journal of Materials Processing Technology, Vol. 143–144, pp. 481–485, 2003. [20] U. Figueroa, O. Salas, and J. Oseguera, “Deposition of AlN on Al substrates by reactive magnetron sputtering,” Surface and coatings technology, Vol. 200, No. 5–6, pp. 1768–1776, 2005. [21] B. Bhusan, Modern Tribology Handbook, Delta CRC Press, USA, Vol. 2, 2005. [22] B. Bhusan, “Handbook of tribology: materials, coatings, and surface treatments,” Mcgraw-Hill Professional, 1991. [23] K. Wasa, M. Kitabatake, and H. Adachi (2004) “Thin film materials technology: – Sputtering of compound materi- als,” Springer, William Andrew Inc publishing, New York. [24] S. J. Bull, “Techniques for improving thin film adhesion,” Vacuum, Vol. 43, No. 5–7, pp. 517 – 520, 1992. [25] S. Schiller, U. Heisig, and K. Steinfelder, “A new sputter cleaning system for metallic Substrates,” Thin Solid Films, Vol. 33, pp. 331–339, 1976. [26] D. M. Mattox and A. Rigney, Chapter 2, “Adhesion proc- esses in technological applications materials science and engineering,” Vol. 83, pp. 189–195, 1986. [27] D. M. Mattox, “Thin film metallization of oxides in Mi- croelectronics,” Thin Solid Films, Vol. 18, pp. 173–186, 1973. [28] D. M. Mattox, “Surface effects on the growth, adhesion and properties of reactively deposited hard coatings,” Surface and Coatings Technology, Vol. 81, No. 8–16, 1996. [29] Cerac, “The adhesion problem,” Cerac Coating Material News, Vol. 6, January – March, 1996. [30] H. P. Bonzel, “A surface diffusion mechanism at high temperature,” Surface Science, Vol. 21, No. 45–60, 1970. [31] P. G. Shewmon, “Diffusion of impurities along surfaces,” Surface Science, Vol. 6, pp. 293–296, 1967. [32] G. E. Rhead, “Diffusion on surfaces,” Surface Science, Vol. 47, pp. 207–221, 1975. [33] J. A. Enables, “Nucleation and growth of thin films: re- cent Progress,” Vacuum, Vol. 33l, pp. 701–705, 1983. [34] S. Vincent and Smentkowski, “Review trends in sputter- ing,” Progress in Surface Science, Vol. 64, No. 1–58, 2000. [35] J. Robertson, “Diamond like carbon,” Material Science and Engineering, Vol. 37, pp. 129 – 281, 2002. [36] D. M. Mattox and J. E. Macdonald, “Interface formation during thin film deposition,” Applied Physics, Vol. 34, No. 8, pp. 2493, 1963. [37] J. Robertson, “Amorphous carbon current opinion in solid state,” Materials science, Vol. 1, pp. 557–56, 1996. [38] J. Robertson, “Deposition mechanisms for promoting sp3 bonding in diamond like carbon, Diamond and related materials,” Vol. 2, pp. 984–989, 1993. [39] J. Robertson, “hard amorphous (diamond like) carbons,” Progress in Solid State Chemistry, Vol. 21, pp. 199–333, 1991. [40] M. W. Thompson, “Physical mechanisms of sputtering, Physics reports (review section of physics letter s),” North Holland publishing Company, Vol. 69, No. 4, pp. 335– 371, 1981. [41] B. Bhushan and X. D Li, “Nanomechanical characteriza- tion of solid surfaces and thin films,” International Mate- rials Reviews, Vol. 48, No. 3, pp. 125–164, 2003. [42] ASM, “Surface engineering of non metallic materials,” Vol. 5, ASM Handbook, ASM International, pp. 902–907, 1987. [43] F. X. Cheng, C. H. Jiang, and J. S. Wu, “Effect of sub- strate temperatures on texture in thin films by magnetron sputtering,” Materials Letters, Vol. 59, pp. 1530–1532, 2005. [44] P. J. Kelly and R. D. Arnell, “Magnetron sputtering: A review of recent developments and applications,” Vac- uum, Vol. 6, pp. 59–72, 2000. |