Engineering
Vol. 3 No. 2 (2011) , Article ID: 4281 , 4 pages DOI:10.4236/eng.2011.32012
Characteristic Analysis and Comprehensive Control for the Horizontal Stripes of High-Grade Automotive Panels in Continuous Annealing*
1School of Mechanical Engineering, State Key Laboratory of Metastable, Materials Scienceand Technology, Yanshan University, Qinhuangdao, China
2Shougang Institute of Technology, Beijing, China
3Shougang Cold Rolled Sheet Co., Ltd., Beijing, China
E-mail: bai_zhenhua@yahoo.com.cn, xiaodong_shi@126.com, sihongxin@126.com
Received November 24, 2010; revised January 9, 2011; accepted January 24, 2011
Keywords: High-Grade Automotive Panels, Continuous Annealing, Horizontal Stripes, Furnace Roller, Surface Quality
ABSTRACT
As to the horizontal stripes defect which exist on the surface of the high-grade automotive panels in continuous annealing process, an effective comprehensive control method is proposed on the basis of full consideration of the equipment and technological features of continuous annealing line. With five field tests as basis, the generation mechanism of the defect was analysised in detail and the comprehensive control measures were put forward. According to actual situation, a detailed technical plan was worked out .Then the relevant technologies were applied to a 1850 continuous annealing line. The statistics shows that this program acquired good effects. The incidence of horizontal stripes defect decreased from 100% to 2.78%. Meanwhile, the surface quality of strip also improved effectively, which created a larger economic benefit.
1. Introduction
Annealing plays an important role in the production of automotive panels. The intermittent hood-type annealing was mainly used initially. Since 1980s, because of the adoption of rapid heating, high-temperature annealing, rapid cooling and over-aging treatment etc., the processes including washing, annealing, temper rolling etc. could be merged into one process. Then the production which has good flatness, uniform performance and good cleanliness of surface could be produced in lower cost, and the continuous annealing technology developed gradually from then on. Now, as the automobile industry rapid develops, the main customers of the automotive panels have shift from the low-end to the high-end and put forward higher and higher requirements for panels. The development status and production capacity of high-grade automotive panels have become an important index to measure the production level of the steel enterprise of a nation. In continuous annealing process of automotive panels, the horizontal stripes defect on strip surface always is a “bottleneck” which confines the improvement of quality of the automotive panels. According to the field investigation, the China’s steel makers which have horizontal stripes defect in continuous annealing process are 1500 continuous annealing line of Shougang Jingtang Iron & Steel United Co., Ltd, 1850 continuous annealing line of Shougang Cold Rolled Sheet Co., Ltd., 2030 continuous annealing line of Baosteel cold rolling mill plant, 1800 continuous annealing line of Baosteel etc. [1-6]. So, how to eliminate the horizontal stripes defect on highgrade automotive panels and produce the panels which have qualified surface quality has become a problem which needs to be solved rapidly. In this study, an 1850 continuous annealing line was chosen as the research object. The generation mechanism of horizontal stripes was analysised in detail at the basis of the large number of field tests and full consideration of the equipment and technological features of the line [7-10]. Then the corresponding control measures were put forward. These measures have applied to the practice and acquired good effectiveness.
2. Introduction to the Horizontal Stripes Defect on Strip Steel and the Formulation of the Grading Standards
2.1. Introduction to Horizontal Stripes Defect on Strip Steel
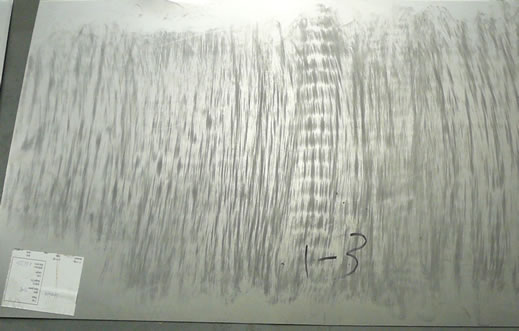
To the panels after continuous annealing process, the horizontal stripes defect is refer to the light and dark, drumshaped or wave-shaped stripes which appear on the strip surface and only can be seen after grind by oilstone (Figure 1). These stripes arise from the continuous annealing furnace. They are vaguely visible before temper rolling, and then they will become serious. At the same time, the spacing of the stripes and the severity of them have nothing with the speed of temper rolling. This is different from vibration fringes which come from temper rolling process.
2.2. The Formulation of the Grading Standards for Horizontal Stripes Defect
For convenient and qualitative to describe the horizontal stripes defect, the severity of the defect is divided into five grades (1, 2, 3, 4 and 5). The related definitions are described in Table 1. Typical photos of all grades are illustrated in Figure 2.
3. Generation Mechanism of the Horizontal Stripes and the Control Measures
3.1. The Tracking Test for the Horizontal Stripes Defect in Continuous Annealing Line
In order to investigate the generation mechanism of horizontal stripes on strip steel in continuous annealing process and lay the groundwork for the comprehensive treatment of the defect, a 1850 continuous annealing line was utilized as the research object and the following five tests were conducted: 1) the test of the impact that the temper rolling elongation exert on the horizontal stripes; 2) the test of the impact that the temper rolling speed exert on the horizontal stripes; 3) the test of the impact that the speed of strip in furnace exert on the horizontal stripes; 4) the investigation for the surface of the furnace roller in annealing furnace; 5) the test of the impact that the tension in furnace exert on the horizontal stripes. These tests are briefly introduced as follow:
3.1.1. The Test of the Impact that the Temper Rolling Elongation Exert on the Horizontal Stripes
In order to study the impact that the temper rolling elongation exert on the horizontal stripes, the strip whose specification is 0.8 × 1250 and steel type is SPCC was
 (a) Schematic diagram of waved-shape stripes
(a) Schematic diagram of waved-shape stripes
 (b) Schematic diagram of drum-shape stripes
(b) Schematic diagram of drum-shape stripes
 (c) Photo of horizontal stripes
(c) Photo of horizontal stripes
Figure 1. Photo of horizontal stripes defect in continuous annealing.
 (a) Level of 1#
(a) Level of 1# 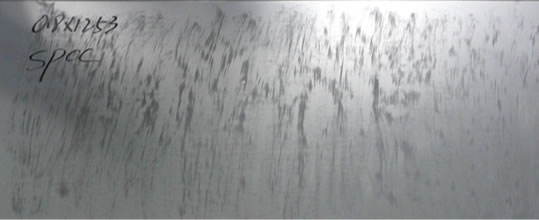 (b) Level of 2#
(b) Level of 2#  (c) Level of 3#
(c) Level of 3#  (d) Level of 4#
(d) Level of 4# 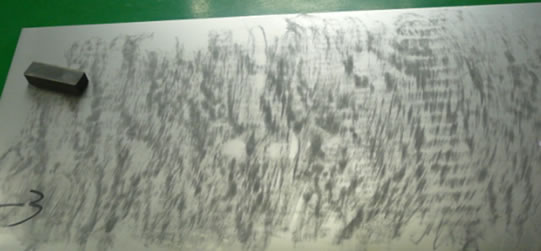 (e) Level of 5#
(e) Level of 5#
Figure 2. Photos of various grades of production.
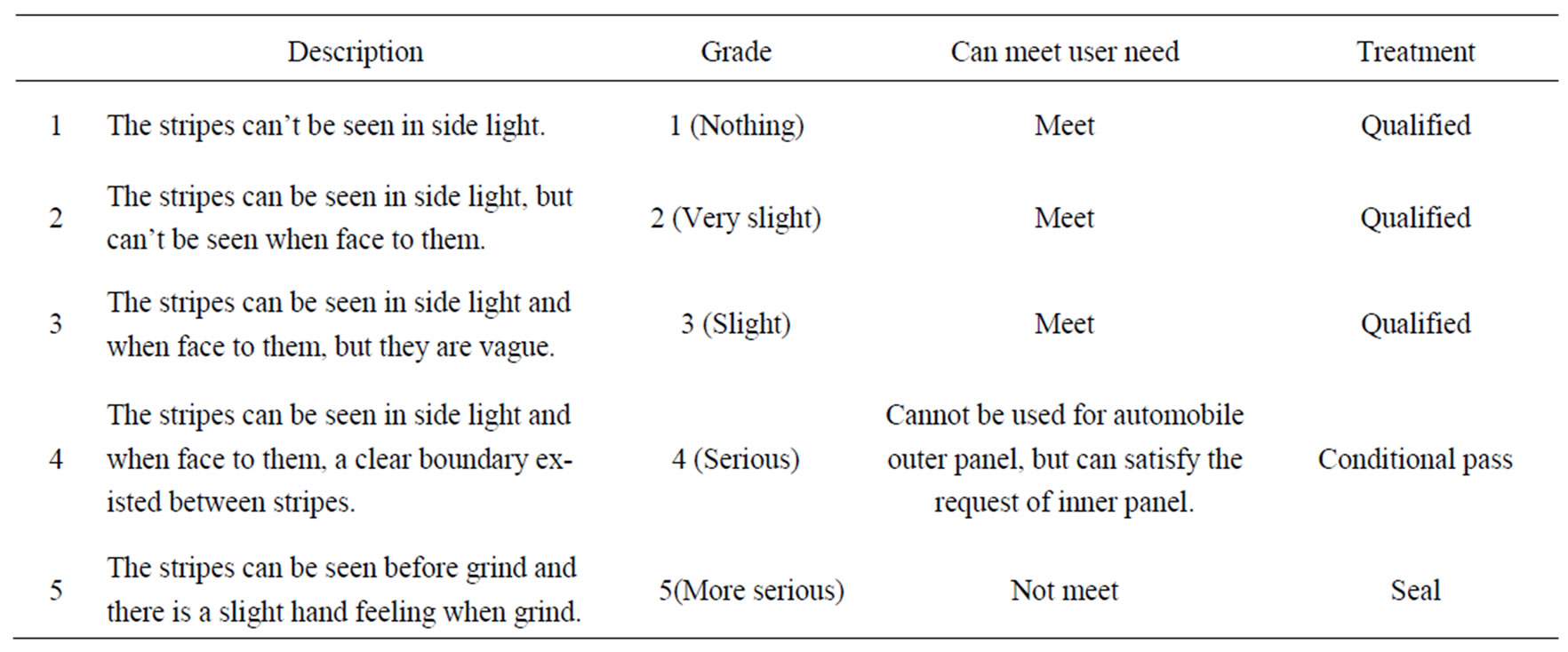
Table 1. Classification of the horizontal stripes.
selected as the example to conduct temper rolling in the same speed, but in different elongation. The condition of horizontal stripes on strip surface was observed and the result is shown in Table 2.
As shown in Table 2: 1) The horizontal stripes have existed before the temper rolling process. This indicates that those stripes originate in the furnace; 2)With the increment of temper rolling elongation, the severity of horizontal stripes become more serious, but the stripe spacing has no change.
3.1.2. The Test of the Impact that the Temper Rolling Speed Exert on the Horizontal Stripes
In order to study the impact that the temper rolling speed exert on the horizontal stripes and identify the causes of these stripes, the strip whose specification is 1.2 × 1500 was selected to proceed temper rolling in seven speed sections including 30 m/min, 60 m/min, 200 m/min, 360 m/min, 420 m/min, 460 m/min, 550 m/min. Then the de-
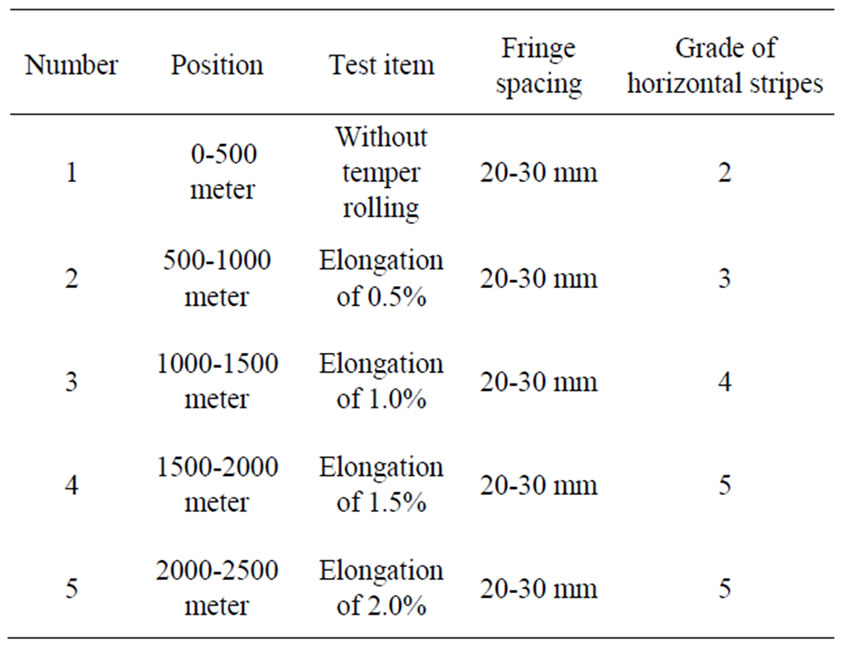
Table 2. The test results about the relations of temper rolling elongation and horizontal stripes.
fective situations of the horizontal stripes on strip surface was sampled and reported. Through field observation, it can be found that the horizontal stripes defect had barely changed at different temper rolling speeds. This means that the defect is not impacted by the rolling speed. Particularly, evident horizontal stripes still existed when the rolling speed was 30 m/min and had no trend to reduce. From this phenomenon, the following inference was obtained: horizontal stripes are not caused by the resonance of temper mill. Because the test proved that horizontal stripes have no relation with temper rolling speed.
3.1.3. The Test of the Impact that the Speed of Strip in Furnace Exert on the Horizontal Stripes
In order to study the impact that the speed of strip in furnace exert on the horizontal stripes and identify the causes of these stripes, the strip whose specification is 0.8 × 1250 and steel type is SPCC was selected to proceed the temper rolling in four speed sections including 90 m/min, 180 m/min, 360 m/min, 500 m/min. Then the strip surface was grinded by oilstone. The result is that the horizontal stripes have not evident differences among the four conditions after grind.
3.1.4. The Investigation of the Surface of the Furnace Roller in Annealing Furnace
According to the test result of 3.1.3, if the generation of horizontal stripes has relation with the furnace factors, while has little to do with the speed of strip in furnace, then those stripes may be associated with the surface conditions of furnace rollers. For this reason, the engineers and technicians took advantage of the overhaul gap to open the furnace lid and had a detailed investigation to the morphology of furnace rollers’ surface. Through checking, the evident horizontal stripes were found in the 1# bottom roller of heating section 1(HS1), as shown in Figure 3.
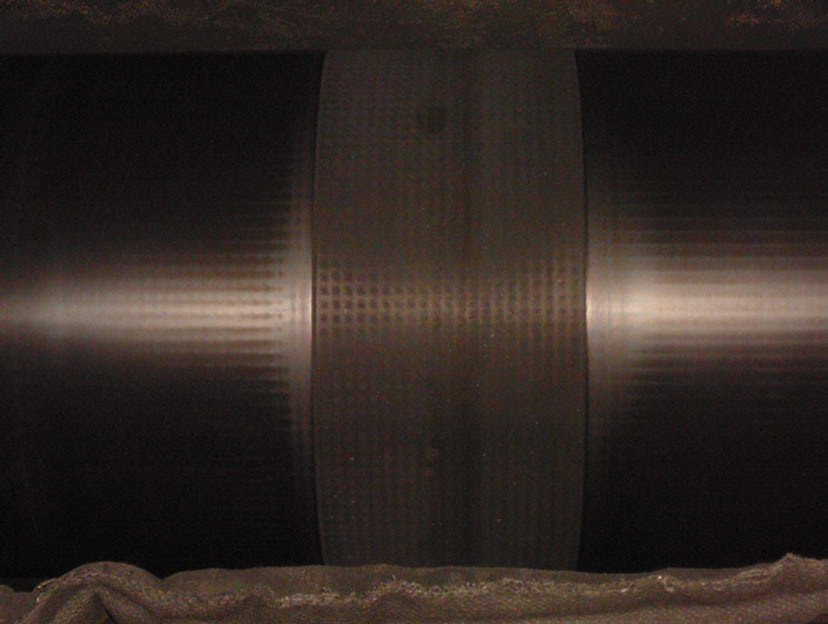
Figure 3. The horizontal stripes on surface of the furnace roller.
3.1.5. The Test of the Impact that the Tension in Furnace Exert on the Horizontal Stripes
In order to study the impact that the tension in furnace exert on horizontal stripes, four larger experiments were conducted in the field especially. The result of experiments indicates that the change of tension setting in furnace has a greater influence to the horizontal stripes. The conclusions are as follows:
1) The optimization of tension system can effectively reduce the horizontal stripes defect (As shown in Figure 4, the conditions of horizontal stripes on typical specification products are given separately).
2) The stability of actual tension is closely related with the severity of horizontal stripes. So the greater tension fluctuation, the more serious of horizontal stripes.
3) Tension setting has two aspects of impacts to the horizontal stripes of strip surface, so there ought to be an optimal value, not the bigger the better.
4) In the case of evident horizontal stripes have appeared on the surface of furnace roller, the optimization for tension system can only reduce the severity of horizontal stripes but not eradicate it completely.
3.2. The Generation Mechanism of Horizontal Stripes Defect in Continuous Annealing Line
According to the test results of part 3.1 and a large number of theoretical analysis, the generation mechanism of the horizontal stripes is as follows: in continuous annealing process, because of some specific reasons, the strong and long-term vibration occurred when strip is running in the high-temperature section of furnace. Then the strip and furnace roller (in order to describe easily, the furnace roller is assumed as furnace roller A) regularly contact and pat each other. As strip is constantly running, the times which strip beat with furnace roller is limited for
 (a) The original tension system
(a) The original tension system
 (b) The optimized tension system
(b) The optimized tension system
Figure 4. The horizontal stripes before or after the tension system was optimized.
the certain strip. Therefore, the horizontal stripes will not appear on the strip surface in the initial stage. However, with the production progress and the long-term beat, horizontal stripes will appear on the surface of furnace roller A. After that, as long as the strip running to the furnace roller A and vibrating simultaneously, the two will beat each other and dominant (which can be seen after grind with oilstone) or hidden (which cannot be seen after grind) horizontal stripes will appear on the strip surface. There are some differences in performance between the horizontal stripes section and the non-stripes section. Meanwhile, the running strip which has dominant or hidden horizontal stripes will contact rollers located in downstream of furnace roller A and affect the surface of them. After a long-time interaction, relatively slight horizontal stripes will appear on the surface of downstream rollers. The slightly horizontal stripes of the downstream rollers interact with the strip on which dominant or hidden horizontal stripes have already existed, leading to the horizontal stripes of strip surface become more serious. Then the strip with dominant or hidden horizontal stripes steps into temper rolling process. During this process, the absolute gauge reduction and the rolling force will have some differences between the horizontal stripes section and the non-stripes section. With the increment of temper rolling elongation, these differences also become more obvious. When this reflected in the appearance, it will be found the severity of defect is aggravated. Even there will be hand feeling when the defect is very serious. Particularly, if vibration existed in the temper rolling process at this time, the vibration fringes caused by temper rolling process will superimpose with the horizontal stripes and make the defect become more serious.
Based on the above analysis, it is the following four factors that the severity of horizontal stripes of the strip in continuous annealing furnace depends on: 1) whether vibration exists and the amplitude of it; 2) size of the force that strip beat to furnace roller. The bigger the force, the more serious the horizontal stripes; 3) surface condition of the furnace rollers. If the horizontal stripes of furnace roller is very serious, just the slightly flap and contact will lead to the horizontal stripes appear on the strip surface; 4) hardness of strip. When the hardness is lessened, there are more opportunities for stripes added. Obviously, from the point of tension in furnace, its impacts on the horizontal stripes reflect in two aspects. On the one hand, the larger tension can suppress the vibration and reduce the severity of horizontal stripes; however, on the other hand, larger tension will lead to larger force which comes from the beat between strip and furnace roller leading to the defect get worse. Thus, an optimal tension value should be used instead of increasing the tension value blindly. This value should be relatively larger for the hard steel and smaller for the soft one. At the same time, if the tension fluctuation in field is greater, the horizontal stripes will get even worse.
3.3. Comprehensive Control to the Horizontal Stripes Defects
According to the analysis of 3.2, there should have a two-pronged approach to control the horizontal stripes defect: 1) removing the vibration source to restrain the vibration of the strip steel in furnace; 2) replacing the furnace roller A and its downstream rollers which have serious horizontal stripes. Obviously, these two measures must be implemented simultaneously; otherwise, there will no significant results. If the trigger source of vibration is removed, but the furnace rollers which have serious horizontal stripes are not replaced, the horizontal stripes of strip surface will not disappear. However, if we only replace the rollers mentioned above, the horizontal stripes will appear on the furnace rollers surface again after a period of time and the stripes defect on strip surface will relapse also.
Two points need to be explained especially: 1)during the period of the management for horizontal stripes, only the furnace roller A and its 1 to 2 downstream rollers which have serious horizontal stripes will be replaced because of the equipment costs. It’s impossible to replace all the rollers. So a certain degree of horizontal stripes will still appear on the strip surface for a while, but its severity will significantly reduced than before. In that case, the horizontal stripes are mainly caused by the rollers which locate in the downstream of roller A and have lighter horizontal stripes. In premise of that mainly sources have been removed, with the production progress and the contact between strip and furnace rollers, the horizontal stripes of furnace rollers will disappear after a long-term friction, which makes the horizontal stripes defect become more and more slight and disappear eventually. 2) to the horizontal stripes defect caused by the furnace roller A and its downstream furnace rollers, the severity of them and the spacing of stripes have nothing with the temper rolling speed and the annealing speed.
4. Field Application of the Comprehensive Control Technologies
A domestic 1850 continuous annealing line had serious horizontal stripes defect in production process. At the basis of related research results presented in this paper and full consideration of the equipment and technological features of the line, the following six technical measures were put forward:
1) The time used for switching the tension was extended appropriately when the specification was changed. It should be controlled over 20 seconds to reduce the tension fluctuations, and then the vibration of strip will be suppressed.
2) If the response speed of transmission system in furnace is too high, it may exacerbate the fluctuations of actual tension in acceleration and deceleration phase, which is not conducive to suppress the vibration. As shown in Figure 5, the response speed of all transmission system in furnace was reduced properly on the original basis and the vibration of strip was suppressed maximally.
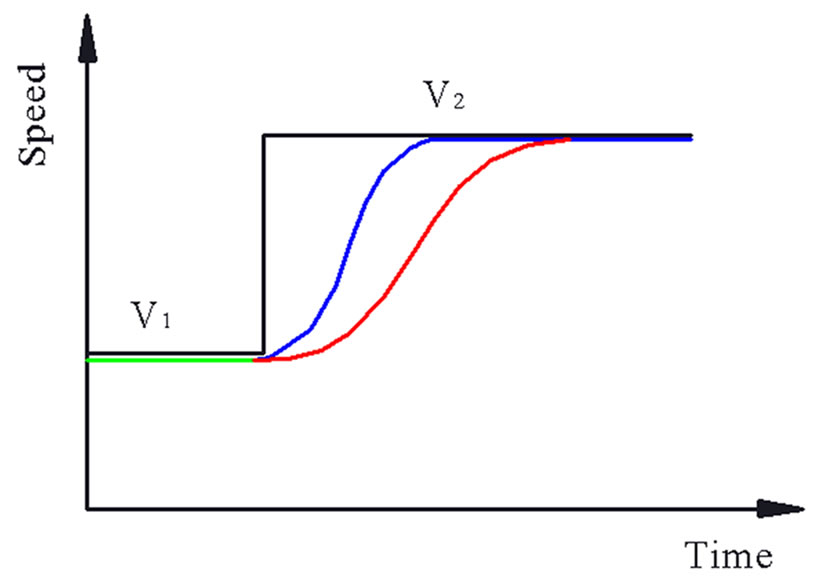
Figure 5. The reducing of the response speed.
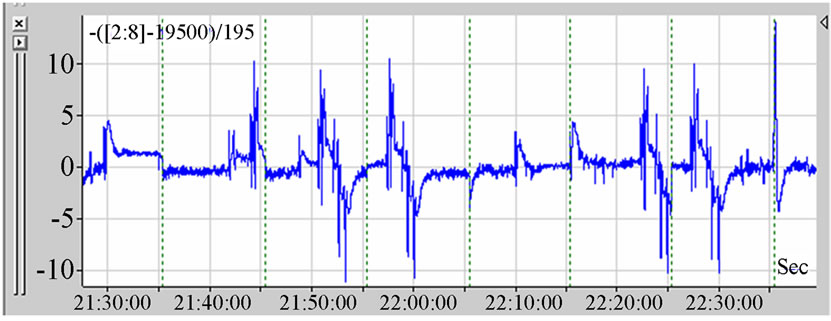
3) The mechanism for the tension detection in entry and exit looper was established. Once the operator finds the unusual fluctuation of tension, the reasons should be found out timely. The tension controller is analysed to see whether it is appropriate or not. According to the field tracking and troubleshooting, an error that the operator mistakenly selected the looper tension controller was found. This mistake led to long-term and wide-range fluctuation of the tension in furnace’s entrance, which is a source of vibration. Figure 6 shows that the range of tension fluctuation changed from ± 15% to ± 3% after the modification.
4) Strengthen the checking for the surface of the furnace roller, once finding stripes appeared in the furnace roller’s surface, replacing the furnace roller timely.
5) Optimizing the production plan. By adopting the principle that the production classified by width and thickness. For identical class, the same steel type products should be arranged in one batch in order to avoid the interspersion in the same class. Then the tension fluctuation which caused by the specifications change could be reduced, and eventually the vibration will be suppressed.
6) Suppressing the vibration by optimizing the tension setting. Through optimizing the tension setting in 1# heating section, 2# heating section, 3# heating section, soaking section, quench section, 1# aging section, 2# aging section, 3# aging section and final cooling section, and in the condition of ensuring the stable running, no transverse buckling and no strip deviation, the vibration of strip steel is suppressed maximally. Then the severity of horizontal stripes in strip steel is reduced. It greatly benefit to the quality of the product. The following technical scheme and algorithms are proposed to achieve the above goal. The program flow chart is illustrated in Figure 7.
 (a) Before modification
(a) Before modification 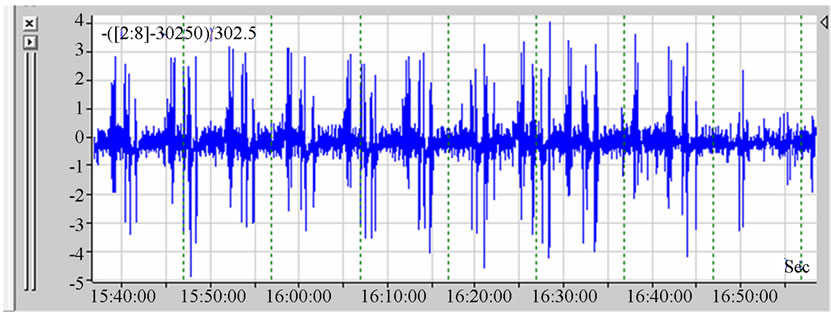 (b) After modification
(b) After modification
Figure 6. Chart of the looper tension fluctuation.
a) Collecting the characteristic parameters of strip steel in annealing process, including the width, thickness and the types of steel;
b) Collecting the minimal tension in different furnace sections in the condition of no strip deviation, including the minimal tension  in 1# heating section and
in 1# heating section and  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  in other sections;
in other sections;
c) Collecting the maximal tension in different furnace sections in the condition of no transverse buckling, including the maximal tension  in 1# heating section and
in 1# heating section and ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  in other sections;
in other sections;
d) Setting the initial values of tension in each segment of furnace.
 .
.
Where
 ;
;
e) Letting the values of tension
 ;
;
f) Judging whether the inequality
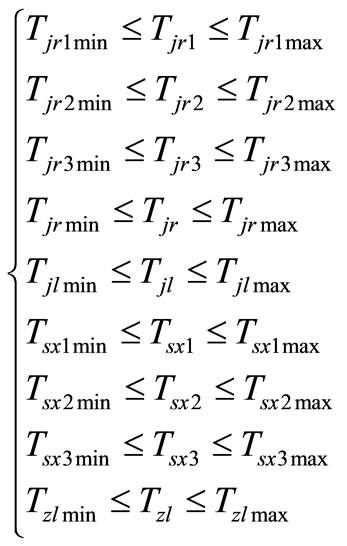 is hold.
is hold.
When “Yes”, to step g).Otherwise, adjust the setting value of , then to step e);
, then to step e);
g) Calculating the integrated optimization objective function of tension.
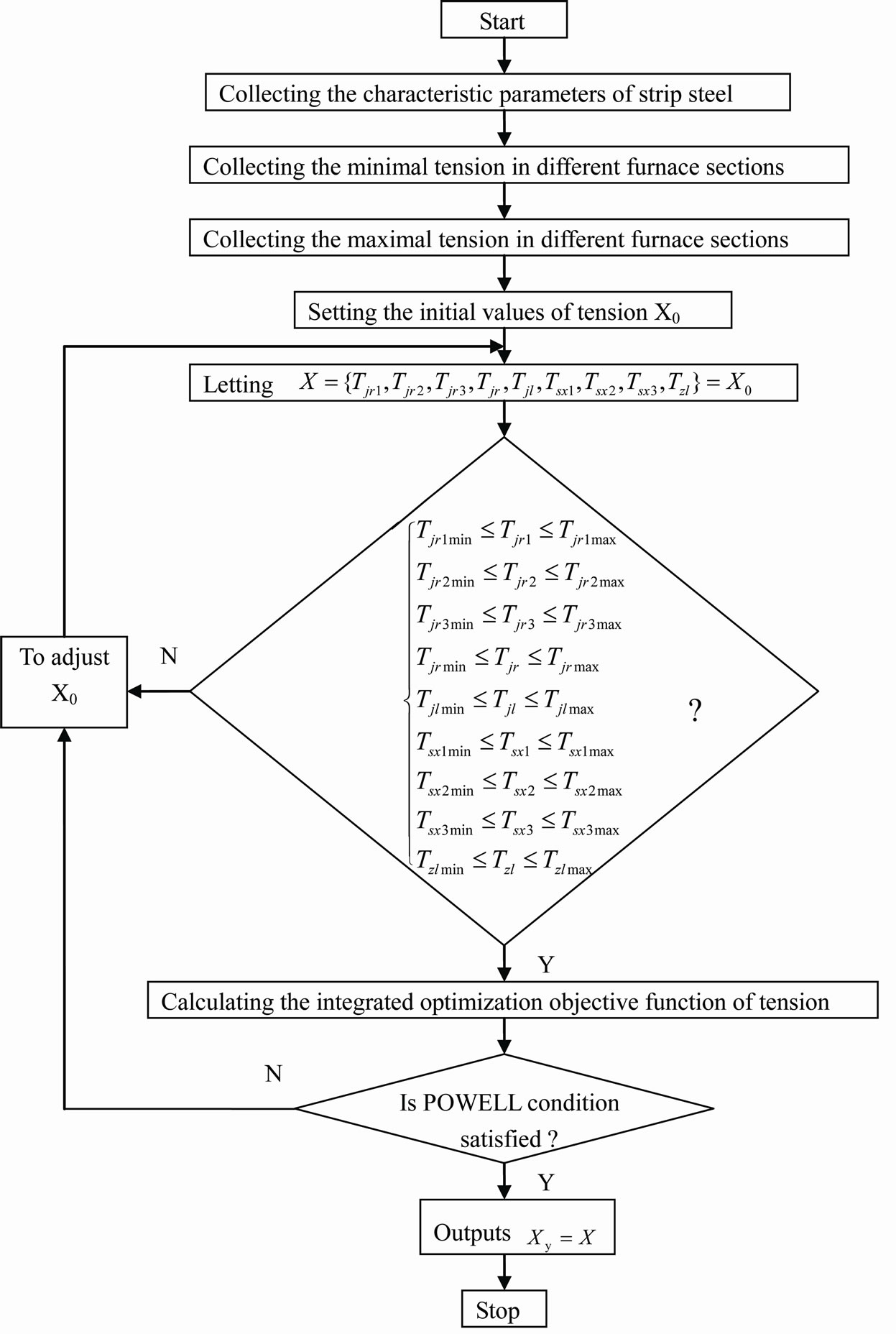
Figure 7. The program flow chart.

Figure 8. The photo of typical specification product when after management for the horizontal stripes.


Where
 ;
;
h) Judging whether the BOWELL condition is hold. When “Yse”, to step i). Otherwise, adjust the setting value of , then to step e);
, then to step e);
i) Outputs the optimum value of tension.

j) Achieving the integrated optimization to the tension in continuous annealing furnaces.
According to statistical data of six-month, the incidence of horizontal stripes defect decreased from 100% to 2.78% and the severity of it greatly reduced after the implementation of measures above (the typical strip steel that after grind is shown in Figure 8). The surface quality of strip improved effectively, which created a larger economic benefit for field.
5. Conclusions
On the basis of sufficient field tests and theoretical research, the formation mechanism of horizontal stripes in strip steel was analysised in detail. As to the horizontal stripes defect which exist on the surface of the highgrade automotive panels in continuous annealing process, this paper obtained the following conclusions: the horizontal stripes on the surface of strip steel come from beat between the strip steel in vibration and the furnace roller which has strips in surface, while the strips in furnace roller’s surface arise from the long term beat between furnace roller and strip steel which has a regular vibration source. Based on above research, from the aspect of removing the vibration source, optimizing the tension schedule and checking for the surface of the furnace rol- ler, etc., a comprehensive control method is proposed. It has applied to a 1850 continuous annealing line. The statistics shows that this program has acquired good effects. The incidence of horizontal stripes defect decreased from 100% to 2.78%, the surface quality of strip also improved effectively. This research can create a larger economic benefit to the production, and is worth spreading and exercising widely.
6. REFERENCES
- J. Zhong, H. Z. Yan, J. Duan, L. J. Xu, W. H. Wang and P. L. Chen, “Industrial Experiments and Findings on Chatter Marks of Steel Strip,” The Chinese Journal of Nonferrous Metals, Vol. 10, No. 2, 2000, pp. 291-296.
- F. X. Hou, J. Zhang, J. G. Cao and X. L. Shi, “Review of Chatter Studies in Cold Rolling,” Journal of Iron and Steel Research, Vol. 19, No. 10, 2007, pp. 6-10.
- F. X. Hou, J. Zhang, X. L. Shi, J. Q. Xie, C. Wang and F. Hu, “Research on the Forming Reason and Control of Chatter Marks on Backup Roll of Temper Mill,” Metallurgical Equipment, No. 158, 2006, pp. 37-40.
- E. J. Robert and Q. Quan, “Chatter Dynamics in Sheet Rolling,” International Journal of Mechanical Sciences, Vol. 36, No. 7, 1994, pp. 617-630. doi:10.1016/0020- 7403(94)90017-5
- Y. T. Wang, Y. Zang, D. P. Wu and Q. Qin, “Studies on the Cause of Vibration of CSP Rolling Mill,” Iron and Steel, Vol. 42, No. 2, 2008, pp. 68-73.
- F. Li, K. J. Wang, Y. Y. Li and T. Y. Deng, “Cause Analysis and Control of Vibration Marks on Thin Steel Strip during Cold Rolling,” Heavy Machinery, Vol. 23, No. 1, 2009, pp. 32-35.
- P. L. Chen and Z. J. Wang, “Cause and Control of Chatter Marks on Steel Strip Surface,” Iron and Steel, Vol. 41, No. 5, 2006, pp. 49-52. doi:10.1016/S1006-706X(06) 60077-0
- Y. L. Wang, Y. G. Wang and S. B. Guo, “Cause Analysis of Vibration Marks on Cold Strips,” Baosteel Technology, Vol. 38, No. 3, 2007, pp. 24-28.
- Z. L. Xiang, “The Production and Prevention of Vibration Track on the Aluminum Foil Surface,” Light Alloy Fabrication Technology, Vol. 31, No. 5, 2003, pp. 27-28.
- J. J. Gasparic, “Vibration Analysis Identifies the Cause of Mill Chatter,” AISE Year Book, Vol. 12, No. 2, 1991, pp. 27-29.
NOTES
*Contract/grant sponsor: Training and selection of subject top-notch personnel in University of Hebei province; Grant Number: CPRC018.